Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Некоторые особенности монтажа трубопроводов
При монтаже трубопроводов лучше всего наибольшее количество их стыков сваривать в поворотном положении. В случае, если толщина стенки трубы равняя 12мм, сварку выполняют в три слоя. Первый слой создаёт провар в корне шва и обеспечивает хорошее сплавление кромок.
Для выполнения местного провара необходимо, чтобы наплавленный металл формировал внутри трубы узкий нитевидный шов, высотой 1-1,5мм, равномерно распределённый по окружности.
Чтобы обеспечить провар без наплывав и грата, электроду сообщают возвратно-поступательное движение, с небольшой задержкой электрода над расплавленной ванной металла, небольшими поперечными колебаниями между кромками и с формированием маленького отверстия в вершине угла скоса кромок. Отверстие получают путём проплавления основного металла электрической дугой. Диаметр отверстия равен зазору между стыками, или превышает его не более, чем на 2мм.
Дополнительные
Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
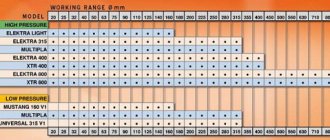
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Что такое центратор
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.
Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.
Центратор для стыковой сварки ППУ труб
Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.
Прочие виды
Наряду с самым популярным и широко применяемым оборудованием существуют менее распространенные и специфичные устройства:
- арочные;
- центратор-струбцина для труб;
- пружинные, которые служат для использования с обсадными трубами в скважинах;
- механизмы для полипропиленовых изделий.
Струбционный центратор применяется для работы с небольшими трубами. Это самая популярная разновидность, подходящая для бытовых целей. Данные приспособления доступные по стоимости, имеют компактные размеры. Клещевой центратор для труб проще использовать. Струбцина может быть прямоугольной (в форме трапеции) или круглой. Нижний элемент чаще всего плоский.
Центратор арочного типа наиболее простой. Он состоит из двух клемм. Их стягивают вручную, либо гидравлическими насосами. Сфера их использования – небольшие трубы размером до 900 миллиметров.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Модели и цены
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать — освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения: 1 – планшайба; 2 – станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор: 1 – основная станина; 2 – поворотная станина; 3 – планшайба; 4 – механизм поворота планшайбы; 5 – механизм наклона планшайбы; 6 – опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Звенный
Наиболее простым по устройству считается именно такой центратор. Приспособление представляет собой многогранную конструкцию с несколькими звеньями. В зависимости от размера соединяемых труб, звенья могут иметь одинаковую или разную длину. Число звеньев зависит от наружного диаметра детали.
Это оборудование широко используются для труб от 50 до 1500 миллиметров в диаметре. Приспособление закрепляют на поверхности при помощи специальных прижимов.
Достоинства и недостатки центраторов для сварки труб
Если вы неправильно соединили трубы, то через короткий промежуток времени у вас может произойти серьезная поломка в виде трещин и разломов, которая принесет большие убытки (особенно в том случае, если объект для работы находятся под землей)
Чаще всего сварочные работы делают в промышленности, поэтому очень важно иметь такие крепежи
Плюсы центраторов:
- Возможность работать с материалами для теплоизоляции (ППУ) разных диаметров;
- Надежно фиксирует изделия;
- Качественно и прочно соединяет отрезки;
- Отлично функционирует, не давая никаких сбоев.
Это основные плюсы в использовании таких приборов, но все же их можно насчитать намного больше, так как для каждого вида отрезков центратор используют по-разному.
Минус центраторов заключается в том, что они довольно дорогие, поэтому такое чудо техники не каждому по карману.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.
Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Разновидности швов
Независимо от того, какие по назначению варятся трубопроводы, они имеют сварные швы, которые формируются за счет переменного электрического тока по ранее выбранной технологии. На сегодняшний день различают швы под углом, встык и внахлест. Все они обладают своей индивидуальной методикой и особенностями.
Стыковые соединения являются самыми распространенными, так как им свойственно отсутствие деформации металла. Помимо этого, они минимально подвергаются внутреннему напряжению и характеризуются высокой прочностью по отношению к динамическим и статическим нагрузкам. Стыковые швы подразделяются на одинарные, применяемые для труб с сечением до 500 мм и двойные, предназначенные для труб, сечение которых превышает 600 мм.
Угловые соединения считаются подводом стыковых. Их выбирают, когда нужно закрепить детали под углом. Такие швы получают двумя способами: без скоса и со скосом кромки. Угловые соединения не такие прочные, как стыковые, но все же имеют хорошее качество. Швы внахлест отлично подходят для стыковки пластиковых труб. Их редко используют при варке металлических элементов. Это поясняется тем, что соединения получается не слишком надежными.
Особенности устройства и применения внутренних центраторов
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Основные разновидности центраторов
Все механизмы, которые сегодня представлены в продаже, можно разделить на две категории. Это внутренние центраторы и наружные.
Оборудование наружного типа имеет обозначение «ЦН». Эти системы предназначены для монтажа на внешней стороне сочленяемых элементов. Вне зависимости от габаритных размеров, они просты в эксплуатации, легко монтируются на трубу и позволяют осуществить центровку максимально быстро и эффективно. Наружные устройства – это широкий печень центраторов. Выделяют эксцентриковые, звенные, гидравлические и другие конфигурации.
Внутренний центратор для труб, имеет обозначение «ЦВ». Представляет собой гидравлическую установку. Оборудование такого типа распирает края соединяемых труб изнутри, сдвигая среды друг к другу. Преимуществом является возможность использования инструмента для изделий разных диаметров.
Подготовительные работы
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.