В наше время для устройства хороших и дешевых систем водоподачи и канализации применяются полиэтиленовые (ПЭ) трубы. Данные изделия смело вытесняют железные, асбоцементные и другие аналоги. Регламентирует производство труб из полиэтилена ГОСТ 18599 2001. В этом нормативном документе также содержатся технические нормы и требования, которые предъявляют к конечному продукту. Кстати, если вас интересует фланец компрессионный для пнд труб, переходите на сайт ingplast.ru. Соединение фланцевого типа труб применяется для организации поливных систем и системы капельного полива, для внутриквартирных систем водоподачи, для безнапорных канализаций.
Полиэтиленовые трубы в большинстве случаев становятся прекрасной альтернативой тяжёлым изделиям из металла
Характерности полиэтиленовых труб
Всем полипропиленовым трубам характерны общие эксплуатационные и технические характеристики. Но, не обращая внимания на это, некоторые виды продукции такого типа имеют собственные характерности. К характерным особенностям ПЭ изделий можно отнести: срок гарантии эксплуатации трубы из полиэтилена ГОСТ 18599 2001 составляет 50 лет и улучшение в течении определенного времени параметров по перевозке среды работы.
Пропускная способность полиэтиленового трубопровода увеличивается по двум главным причинам:
- Граничный слой полимерного материала в течении определенного времени увеличивается. Благодаря этому появляется своеобразный эффект верхней гибкости, благодаря ему уменьшается сопротивление движению, и постоянно совершенствуются условия обтекания стенок труб.
- Коррозионное зарастание трубы из металла приводит к уменьшению её диаметра внутри. К тому же, из-за отличительного полимерному этилену свойства ползучести, проходное сечение изделия, произведённого из данного материала, во время эксплуатации возрастает не в ущерб его работоспособности. В цифрах увеличение выглядит так: порядка 10% в течение первых 10 лет и около 3% в течении всего служебного срока трубопровода.
Большой диапазон рабочих температур — еще одно основное преимущество. Труба полиэтиленовая, подходящая требованиям ГОСТ 18599 2001, не теряет собственные характеристики в эксплуатации при существенной низкой температуре (-70?С) и хранит крепость при +60?С. При превышении этой метки, крепость ПЭ уменьшается, и он утрачивает возможность держать большое давление.
Стойкость к большому давлению и малым температурам дает возможность использовать трубы из полиэтилена для прокладывания подземных сетей без какой-нибудь изоляции
Показатель снижения значения этого показателя сделанных из полимерного этилена труб в зависимости от температуры среды работы предоставлен в таблице №1.
Таблица 1
| Температура жидкости, ?С | Коэффициент снижения давления, Ct. | ||
| ПЭ 100, ПЭ 80 | ПЭ 63 | ПЭ 32 | |
| 36-40 | 0,74 | 0,62 | 0,3 |
| 31-35 | 0,8 | 0,72 | 0,47 |
| 26-30 | 0,87 | 0,81 | 0,65 |
| 21-25 | 0,93 | 0,9 | 0,82 |
| Менее 20 | 1,0 | 1,0 | 1,0 |
Пластичность труб, кроме удобства монтажа, хорошо сказывается на перевозке таких изделий. Доставлять потребителю трубы, их диаметр не более 160 мм, разрешается бухтами длиной более 200 метров. Разрезать их можно обыкновенной ножовкой. Инженерные сети собираются из подобных труб при помощи специализированных муфт, соединителей и других деталей.
Важно! Влияние прямых лучей солнца вызывает старение полимерного этилена. Благодаря этому в наружных коммуникациях задействовать следует трубы из полимерного материала, стабилизированного сажей.
Классификация ПНД материала
Полиэтилен высокой плотности может быть разных видов в зависимости от изменения технологии изготовления. При этом он может содержать в своей массе всевозможные примеси, являющиеся как продуктами проводимой реакции, так и остатками сопутствующих веществ: Суспензионный ПВП может содержать различные химические стабилизаторы, образующие суспензионную массу из гранул при холодной» полимеризации этилена. Это могут быть неагрессивные кислоты, оксиды легких металлов, полимерные спирты и даже некоторые виды глины. Такой пластик наиболее качественный, однородный, без нарушений структуры и слабых зон. Растворный полиэтилен часто содержит доли катализаторов, присутствующих в реакции полимеризации «горячим» способом. Газофазный имеет в составе остатки газов и эфирных веществ. Из всех трех видов он имеет наиболее слабую структуру, так как сравнительно неоднороден и включает наличие менее устойчивых к износу участков.
ВНИМАНИЕ! Из-за наличия в составе ПЭВП посторонних элементов и веществ (особенно катализаторов) он чаще всего используется в промышленных целях, где прочность является более важным фактором, чем экологичность и нетоксичность.
Государственные нормы и их требования
Технические специфики труб из полиэтилена регламентируются перечисленными ниже нормами:
- ГОСТ 18599 2001. В нём содержатся требования к напорным ПЭ трубам, применяемым для перевозки воды (включая хозяйственно-питьевое обеспечение водой) с температурой 0?Т?40 ?С. Действие данного ГОСТа не распространяется на трубную полимерную продукцию, приготовленную для движения горючих газов и для выполнения работ по электромонтажу.
- ГОСТ 22689 89 описывает характеристики труб и фасонные детали к ним, сделанных из ПВД и ПНД (эти аббревиатуры обозначают, исходя из этого, полимерный этилен большого и малого давления). Под действие данного стандарта подпадают лишь те изделия, которые применяются в системах внутренней канализации построек с самой большой стабильной температурой сливов +60 градусов и непродолжительной (до 1 мин.) +95 ?С.
Трубы с толстыми стенками и с большим диаметром не скручиваются в бухты, а поставляются только прямыми частями типовой длины
Текучесть расплава, определяемая из материала готового изделия, должна быть не более 2г/10 мин. Поверхность труб должна быть ровной и гладкой. На поверхности с наружной стороны разрешается наличие следов размером не больше 0,5 мм от калибрующего и формирующего инструмента. Свёртывать в бухты трубы такого типа нельзя. ГОСТ 22689 89 не регламентирует отклонение от прямолинейности.
После прогрева труб изменение их габаритов в продольном направлении не должно быть больше 3%. Данные изделия не должны трескаться в 20-ти процентном растворе дополнительного вещества ОП-10, установленного в ГОСТ 8433 81, в течение 24 часов после нагрева до 80±3 градусов. Соединение труб ПЭ ГОСТ 18599 2001 с фасонными частями будет признано непроницаемым, если удачно пройдёт тестирование внутренним гидростатическим давлением 1 кгс/м 2 (0,1 МПа) при температуре +15 ±10 градусов. Трубы, а еще фасонные детали следует производить из расплава ПНД с критерием текучести, определяемым ГОСТ 16338. Если в качестве сырья выступает ПВД, то значение данного параметра регламентирует ГОСТ 16337. В обобщенном виде диапазон значений показателя текучести такой: 0,25? ПТ ?1,5. Мерная единица – г/10 мин.
ГОСТ Р 50838 от 1995 года учитывает производство полиэтиленовых труб газопровода в бухтах, прямых отрезках и на катушках. Но с одним уточнением: изделия с диаметром 225 и 200 мм выпускаются исключительно в отрезках, их длина колеблется в диапазоне 5 ?L?24 метров с кратностью шага соседних значений 0,5 м. Возможное отклонение длины от номинала — не больше 1 процента.
На заметку! В одной партии ГОСТ 18599 2001 позволяет наличие труб длиной 5 3 ?L ? 5 метров как минимум 5% от всего объёма.
В отношении изготовления бухтами и на катушках, критерий предельного отклонения смотрятся так:
- длина труб до 500 мм – не больше 3 процентов;
- длина труб от 500 мм – не больше 1,5 процента.
Длина труб, поставляемых в бухтах, отличается от типовой по согласованию с заказчиком
Производство полиэтиленовой продукции труб другой длины и с другими предельными отклонениями разрешается исключительно по согласованию с заказчиком. Критерий небольшой долгой прочности зависит от типа изделия и применяется при расчёте рабочего давления трубопровода. Его обозначение имеет 3 латинские буквы MRS, за которыми идут числа. Полимерному этилену марки ПЭ 100 отвечает маркировка MRS 10,0 МПа, ПЭ 80 — MRS 8,0 МПа и ПЭ 63 — MRS 6,3 МПа.
Коротко о главном
Трубы ПНД изготавливаются из этилена при низком давлении. Это может быть первичное или вторичное сырье.
Продукция маркируется посредством букв, цифр и пигментной индикации. Исключением являются технические изделия, которые имеют сплошной черный цвет.
Широкий диапазон размеров обусловлен применимостью ПНД труб для транспортировки жидкостей и газов внутри и снаружи.
Технические характеристики допускают устройство водопровода, газоснабжения, канализаций, изоляционных каналов для электрических сетей.
Прочитать позже
Отправим материал на почту
Отличия марок
Первый раз для изготовления полипропиленовых труб был применен ПЭ 63. Его очень высокая временная крепость не в состоянии убрать невысокую устойчивость к трещине. Также, при долгой эксплуатации прочностные характеристики материала значительно уменьшаются. Благодаря этому в наше время производство труб напорных из ПЭ 63 по ГОСТ 18599 2001 резко уменьшилось. Сегодня у потребителей в почёте изделия из ПЭ 80 и 100, причём последние больше всего популярны. Вызвано это следующими факторами:
- Довольно высокая, чем у ПЭ 80 плотность дает возможность выпускать трубы с меньшей толщиной стены, не в ущерб способности держать установленное рабочее давление.
- Пропускная способность на 20 процентов выше, а потери давления на 30 процентов меньше, чем в трубе из ПЭ 80, имеющей тот же номинальный диаметр.
- Вес одного погонажного метра меньше» %на двадцать процентов меньше, чем у трубы из ПЭ 80, выдерживающей такое же давление. Данный момент обеспечивает уменьшение расходов на перевозку и монтаж трубо-проводов.
- Критерии стойкости к быстрому и медленному трещине в пару раз превосходят такие характеристики подобной продукции из ПЭ 80.
- Довольно высокая устойчивость к морозам и устойчивость к самым разнообразным повреждениям которые созданы механическим путем прекрасно отличает трубы ПЭ 100.
- Во время изготовления труб большого сечения из ПЭ 100 крепится большое снижение материалоёмкости за счёт уменьшения наружного диаметра без потерь пропускной способности.
- Из ПЭ 80 производятся по большей части трубы небольшого диаметра.
Трубы очень высокой прочности делаются из полимерного этилена марки ПЭ 100
Преимущества перед трубами из стали
Как говорили выше, труба полиэтиленовая гарантированно прослужит примерно пятьдесят лет. Такой эксплуатационный период возможен благодаря следующим особенностям ПЭ/труб:
- нет потребности в электрохимической защите от коррозии, ввиду чего такие изделия почти не требуют обслуживания;
- высокая химическая и стойкость к ржавчине. Полиэтиленовые трубы не боятся контакта с агрессивной средой;
- возможность образования на поверхности внутри накипи исключена;
- малая теплопроводимость уменьшает уровень потерь тепла и понижает образование на поверхности с внешней стороны конденсата;
- если даже находящаяся в полиэтиленовом трубопроводе жидкость замёрзнет, он не поломается. Труба просто увеличиться, а после оттаивания среды работы приобретёт прежний размер;
- невысокий модуль упругости уменьшает опасность гидравлических ударов;
- сварные швы соединений хранят собственную прочность в течении всего эксплуатационного периода труб из полиэтилена (ГОСТ 18599 2001);
- стыковая сварка легче, просит меньше времени и намного дешевле;
- возможен многократный вторичный монтаж;
- труба полиэтиленовая – надёжный щит от бактерий и микроорганизмов. Строительство и реконструкция инженерных сетей с применением продукции труб такого типа обойдется не очень дорого на 40 % по сравнению с обычными способами.
Важно! Трубы из полиэтилена весят в 5-7 раз меньше, чем стальные. Благодаря этому необходимые при их установке маленькие перемещения делаются без использования грузоподъёмных механизмов.
Самым важным преимуществом ПЭ-труб считается легкость их монтажа как в бытовых условиях, так и промышленности
Сферы применения
Трубопроводы из полиэтилена низкого давления используют во всех областях нашей жизни:
- инфраструктура городов и поселков;
- строительство;
- технологические промышленные коммуникации;
- инженерные коммуникации сельскохозяйственного назначения;
- нефтегазовый комплекс;
- коммуникации железной дороги, аэродромов.
Трубы из ПНД разных размеров используют для водо- и газопроводов, канализационных систем, дренажа, ливневок, прокладки электрических силовых, телефонных, информационных сетей.
Распространение полиэтиленовых трубопроводов сдерживает только его нестойкость к ультрафиолету, повышенной температуре и меньшая прочность по сравнению со сталью: пластик по прочности все-таки не дотягивает до металлов.
Критерий SDR труб из полиэтилена
Приобретая данные изделия, большое внимание нужно уделить нанесённой на них маркировке. Она имеет следующие информацию о конкретной трубе:
- информацию о предприятии-производителе;
- Нормы, в согласии с требованиями которых она изготавливалась;
- марку полимерного этилена, к примеру, ПЭ 100;
- толщину материала стенок изделия и его диаметр;
- аббревиатуру SDR, за которой следует некий индекс. Это – прочностной критерий, предоставляющий самую точную информацию о возможностях трубных изделий
Аббревиатура SDR происходит от английского термина Standard Dimension Ratio, который в русском переводе звучит так: Обычный Размерный Показатель. Его значение вычисляется путём деления наружного диаметра на толщину стены трубы из полиэтилена ГОСТ 18599 2001.
SDR = Внешний диаметр/Толщина стены.
Простой анализ этой формулы говорит, что изделия с небольшим индексом SDR имеют намного толстые стены, и, наоборот, тонкостенной трубе отвечает большое значение этого индекса. Отличия по «классам давления» таких изделий в зависимости от SDR представлены в таблице №2.
Таблица 2
| SDR 41 | SDR 33 | SDR | ||||||||
| 4 атм. | 4 атм. | 5 атм. | 6 атм. | 7 атм. | 8 атм. | 10 атм. | 12 атм. | 16 атм. | 20 атм. | 25 атм. |
В целом, данный показатель наряду с толщиной слоя полиэтилена указывает какой уровень нагрузки или давления (внутреннего и внешнего) способна выдержать труба из полиэтилена ГОСТ 18599 2001.
Напорные сети требуют применения труб с показателем SDR 6-9
Этот стандартный размерный коэффициент рекомендуется использовать при выяснении пригодности трубы для реализации конкретной системы – безнапорной и напорной, а именно:
- трубы с SDR 6-9 помимо подачи воды подходят для обустройства напорных коллекторов канализации и даже газопроводов;
- изделия, индексированные от 11 до 17,могут использоваться для создания слабонапорных водопроводных, а также оросительных систем;
- полиэтиленовая трубная продукция с показателями SDR 21-26 может служить для организации слабонапорного внутридомового водообеспечения многоэтажных зданий. А, например, трубы ПЭ 100 с SDR 26 нашли применение в пищевой промышленности: по ним транспортируется сок, молоко, пиво или вино;
- трубы с SDR 26-41 применяются для самотёчных (безнапорных) канализационных отводов.
Важно! Учёт марки полиэтилена – одно из самых главных условий правильного выбора изготовленных из него труб. Даже при одинаковых SDR, изделие, в маркировке которого присутствует большее число, например, ПЭ 100, а не ПЭ 80, будет устойчивее к различным механическим воздействиям.
Ниже приведены несколько примеров, касающихся использования труб марки ПЭ 80.
- Трубы ПЭ 80 с SDR 21 характеризуются малой прочностью на внутренний напор и на сдавливание. Поэтому не рекомендуется их использовать для устройства газопровода, закапывания в землю и для напорных систем.
- Изделия ПЭ 80 с индексом SDR 17 рекомендуются для обустройства водопроводных систем малоэтажных зданий. Для этого их уровень прочности вполне достаточен. А сэкономить на монтаже позволит малый вес и небольшая стоимость.
- Труба ПЭ 80 с показателем SDR 13,6 очень прочная и может применяться для постройки долгосрочной системы водоснабжения.
Труба с невысоким показателем прочности годится для использования только в сетях со слабым давлением, например, в системе полива дачного участка
Основные нормативы для труб, изготавливаемых из полиэтилена низкого давления, описаны в ГОСТе 18599 2001.
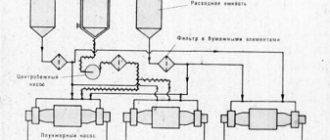
Технологии изготовления. Согласно этому нормативному документу для производства данной продукции необходимо использовать не любой полиэтилен, а лишь полученный в ходе реакции полимеризации под низким давлением. Его производство выполняется в специальных камерах, в которых поддерживается постоянное значение этого параметра в диапазоне атмосфер. Характерной особенностью процесса изготовления является ещё и стабилизация температуры около отметки 150?С, а не только контроль постоянства давления.
Сегодня применяются два способа производства ПНД трубы ГОСТ 18599 2001:
- Технология литья во вращающуюся форму. Трубчатая конфигурация получается за счёт распределения расплавленного полимера под действием центробежной силы – он липнет к поверхности стенок литейной формы.
- Экструзия. Изделие производится путём выдавливания из расплавленных гранул. Трубчатую структуру в этом случае формирует головка экструдера: сквозь неё шнековый пресс выталкивает перегретый полимер. Этот процесс проще литья. Однако в первом случае габариты труб ПНД ГОСТ 18599 2001 получаются более точными и с минимальными отклонениями от овальности.
Что же касается весовых характеристик, то их численное значение не зависит от технологии изготовления. Это обусловлено абсолютным соответствием размеров конечного продукта цифрам, указанным в ГОСТе 18599 2001. Ведь удельный вес сырья в любом случае одинаков.
Большинство труб ПНД производится экструзионным методом
Чтобы получить представление о массе труб ПНД в зависимости от диаметра и индекса SDR, ознакомьтесь с данными представленными в таблице №3.
Таблица 3
| Диаметр, миллиметры | SDR 26 | SDR 21 | SDR 17, 6 | SDR 17 | SDR 13,6 | SDR 11 |
| 630 | 46 | 56,50 | 66,60 | 69,60 | 84,80 | 103,0 |
| 560 | 36,30 | 44,80 | 52,60 | 55,0 | 67,10 | 81,0 |
| 500 | 29,0 | 35,80 | 42,0 | 43,90 | 53,50 | 64,70 |
| 450 | 23,50 | 29,0 | 34,0 | 35,50 | 43,30 | 52,40 |
| 400 | 18,60 | 22,90 | 26,90 | 28,0 | 34,20 | 41,40 |
| 355 | 14,60 | 18,0 | 21,20 | 22,20 | 27,0 | 32,60 |
| 315 | 11,06 | 14,2 | 16,70 | 17,4 | 21,30 | 25,70 |
| 280 | 9,09 | 11,30 | 13,20 | 13,80 | 16,80 | 20,30 |
| 250 | 7,29 | 8,92 | 10,6 | 11 | 13,4 | 16,2 |
| 225 | 5,880 | 7,290 | 8,550 | 8,940 | 10,90 | 13,20 |
| 200 | 4,680 | 5,770 | 6,780 | 7,040 | 8,560 | 10,40 |
| 180 | 3,780 | 4.660 | 5,470 | 5,710 | 6,980 | 8,430 |
| 160 | 3,03 | 3,710 | 4,35 | 4,510 | 5,5 | 6,670 |
| 140 | 2,31 | 2,8 | 3,35 | 3,5 | 4,22 | 5,1 |
| 125 | 1,83 | 2,3 | 2,66 | 2.8 | 3,37 | 4,1 |
| 110 | 1,42 | 1,8 | 2,1 | 2,16 | 2,6 | 3,14 |
| 90 | 0,969 | 1,2 | 1,4 | 1,5 | 1,8 | 2,12 |
| 75 | 0,668 | 0,82 | 0,97 | 1,01 | 1,230 | 1,46 |
| 63 | 0,488 | 0,573 | 0,682 | 0,72 | 0.87 | 1,05 |
| 50 | 0,308 | 0,37 | 0,44 | 0,449 | 0,55 | 0,663 |
| 40 | — | 0,24 | 0,281 | 0,293 | 0,353 | 0,43 |
| 32 | — | — | — | 0,193 | 0,228 | 0,277 |
| 25 | — | — | — | — | 0,147 | 0,168 |
| 20 | — | — | — | — | — | 0,116 |
Совет! Если вы предполагаете использовать изделия данного типа для горячего водоснабжения, при покупке обратите внимание на их маркировку. Она должна содержать такую последовательность букв: ПЭ-РТ.
ГОСТ 16338-85 на полиэтилен низкого давления (ПНД)
Изготовление, поставка и хранение полиэтилена низкого давления ПЭНД полностью регламентируется специально созданными правилами, в соответствии с которыми он получает конкретную маркировку. Это делается в целях уточнения для потребителя характеристик продукта, способов его транспортировки и возможности использования в конкретных целях. Такие правила прописаны в принятом по РФ документе – стандартах ГОСТ 16338-85.
Скачать бесплатно ГОСТ 16338-85
ПНД по ГОСТ
Стандарты описывают полиэтилен низкого давления, изготовленный по двум разным технологиям:
- Суспензионный, который получают в процессе полимеризации гранулированной смеси (суспензии). Для него нормы ГОСТ описывают характеристики 10-ти базовых марок, еще не имеющих в своем составе добавок в виде красителей, стабилизаторов и т.п. Модификации его выбираются на усмотрение изготовителя, в виде композиций с предлагаемыми в отдельном пункте добавками.
- Газофазный ПНД, получаемый при реакции с катализаторами, сомономерами и другими веществами в газовом реакторе, описывается стандартами и выпускается уже с добавкой различных стабилизаторов. ГОСТ дает нормы на 20 марок этого вида ПНД с описанием рецептур композиций.
ВНИМАНИЕ! В маркировке суспензионного ПНД имеются сведения только о конкретном базовом виде, а для газофазного через тире от трехзначного номера основы пишется индекс рецептуры добавки.
Что можно найти в правилах ГОСТа
Сам стандарт всегда можно найти в базах данных правовых порталов либо скачать на этой же странице. Чтобы было легче ориентироваться во всех правилах, описывающих в нем полиэтилен ПНД, стоит сразу же обратиться к содержанию этого документа.
Структура документа
В списке пунктов содержания вы найдете:
- Актуальность прописанных правил (даты принятия и поправок),
- Ссылки на дополнительно необходимые законодательные акты,
- Расшифровку маркировок с объяснением значений каждой позиции из 8-значного кода,
- Полное описание ПНД существующих марок с нормами по всем техническим показателям для каждого сорта – в отношении химического состава и физико-механических свойств,
- Перечень разрешенных добавок с их индивидуальными свойствами, отдельно для газофазного и суспензионного видов,
- Требования безопасности как к самой полиэтиленовой композиции, так и к правилам работы с готовым продуктом,
- Правила приемки готовых партий ПЭНД с описанием проводимых испытаний и определения сортности,
- Вопросы правильной упаковки, безопасной транспортировки и не нарушающего качества продукции хранения,
- Гарантии, которые может предоставить изготовитель полиэтилена на свой товар.
Полезные приложения
В конце документа вас ждут целых 5 приложений, которые описывают не только физико-механические свойства полиэтилена, но и дают рекомендации по его изготовлению и дальнейшему использованию:
- Первое приложение дает маркировку для первого и второго сорта каждой базовой марки.
- Второе поможет подобрать подходящую (и разрешенную) рецептуру добавок при изготовлении изделий разного назначения:
- для контактирующих с пищей,
- предназначенных для детей,
- для изготовления упаковки,
- трубопроводов и фитинговых изделий,
- медицинских приборов и даже протезной продукции.
- Следующая страница (приложение № 3) дает инструкцию к применению полиэтилена каждой из описанных марок – как полное описание области применения, так и методов переработки.
- Четвертый лист будет необходим тем, кому необходимо окрашивание полиэтилена низкого давления в какой-либо цвет: здесь дается таблица соответствия цвета и вещества, которое окрасит в него изделия из ПНД.
- Последнее приложение описывает все физические и механические характеристики марок, от температур плавления и до списка диэлектрических свойств.
ВАЖНО! ГОСТ – это не только указания к действию для изготовителей, но и полезная информация для потребителей. Зная стандарты, вы сможете подобрать продукцию, полностью соответствующую вашим потребностям и правилам безопасности.
propolyethylene.ru
Сшитый полиэтилен и преимущества изготовленных из него труб
В последние годы особой популярностью стали пользоваться низкотемпературные системы отопления. Это явление обусловлено появлением на рынке относительно дешёвых и надёжных труб из сшитого полиэтилена.
Сшитый полиэтилен — один из самых надежных материалов для монтажа отопления
Данный материал представляет собой наиболее плотную модификацию продукта полимеризации этилена, характеризующуюся сетчатой молекулярной структурой, укреплённой дополнительными межмолекулярными связями. Обозначается он следующими латинскими буквами: PEX. Первые две, как это несложно догадаться, обозначают полиэтилен, а последняя – X – как раз и говорит что он сшитый.
Обычный полиэтилен представляет собой совокупность крупных полимерных молекул с многочисленными боковыми ответвлениям, большинство из которых «свободно плавает» в межмолекулярном пространстве. «Сшивка» формирует дополнительные связи, создающие, в свою очередь, особенно прочную структуру – межмолекулярную сетку, схожую с кристаллической решёткой твёрдых веществ. Применение различных технологий «сшивания» позволяет получить вещество с меньшим или большим количеством таких связей и, соответственно, с меньшими либо большими прочностными характеристиками.
- PEXa – характеризуется наибольшим процентом сшивки. Количество сшитых молекул может достичь отметки 85%. Этот пероксидный полиэтилен получается в присутствии молекул перекиси водорода.
- PEXb – объём связанной структуры составляет 70%. Такой силановый полимер получил наибольшее распространение и применяется в широком перечне товарных позиций, реализуемых на современном рынке.
- PEXc – сшиваются до 60 процентов молекул. Изготавливается радиационным способом.
- PEXd – сшивка достигает 70%. Создаётся в присутствии молекул азота, а условия протекания реакции отличаются повышенной сложностью.
По техническим характеристикам сшитый полиэтилен сопоставим со многими твёрдыми веществами. А по таким параметрам, как длительность срока эксплуатации и стойкость к различным разрушителям, даже превосходит некоторые из них. Конечно, не все марки сшитого полиэтилена могут на равных конкурировать с традиционно применяемыми для изготовления труб отопления и водоснабжения материалами. Речь, в первую очередь идёт о продукте PEX-a. Именно он характеризуется наибольшей ударопрочностью, трещиностойкостью и самой высокой температурой плавления.
Благодаря прочности и высокой гибкости PEX-труб они являются одним из лучших вариантов для систем теплого пола
Полезная информация ! Высокопроцентная сшивка даёт менее пластичные и более твёрдые изделия. Этот фактор отнюдь не означает, что она лучшая. Просто с её помощью можно получать разные по качеству материалы для производства изделий различного предназначения.
С учётом вышеизложенного, трубы из сшитого полиэтилена обладают следующими преимуществами:
- стабильность формы. Если на такие изделия не будет воздействовать внешняя нагрузка, они не деформируются даже при температуре +200?С;
- высокая усталостная прочность. Это свойство сохраняется при транспортировке рабочей среды с температурой +95?С;
- устойчивость к растрескиванию. Высокая ударная вязкость и такая же ударная прочность в местах надрезов фиксируется даже при значительных отрицательных температурах (-50?С);
- оптимальное соотношение гибкости и прочности;
- отсутствие ионов тяжёлых металлов и галогенов;
- устойчивость к коррозии;
- способность противостоять воздействию химически активных соединений;
- прекрасные усадочные качества материала;
- высокая износостойкость: поверхность трубы из сшитого полиэтилена подвергается истиранию в незначительной степени.
Советы, как выбирать
ПНД – оптимальный выбор для монтажа в грунте или цокольных помещениях без ультрафиолетовых лучей, резких скачков температуры и механических колебаний. При выборе вида, размера труб руководствуются назначением и условиями эксплуатации. Сначала определяют назначение трубопроводов – напорные и безнапорные, герметичные или нет. Силовые, телефонные или интернет-сети прокладывают в кожухах из трубок большего размера, нередко эти трубопроводы не герметизируются.
Второй важный фактор – рабочее давление в водопроводе или давление грунта на безнапорные сети. От этих факторов зависит выбор конструкции трубы (гладкостенная, гофра, гофра двухслойная, раструбная). Кроме того, учитывают температурный режим – перегрев земли летом, промерзание зимой.
Выбор параметров трубы для канализации зависит от веса вышележащего слоя грунта. Если глубина залегания больше 5–6 м или канализация находится под площадкой для автомобилей, используют гофрированные двухслойные трубы с большой кольцевой жесткостью. Гофру применяют и при глубокой закладке водопроводов, большом слое стяжки над системой теплого пола.
При выборе материалов в магазине лучше выбирать товар известных брендов. Гофра однозначно лучше импортного производства. Гладкостенные трубы можно выбирать и отечественных производителей.
В любом случае трубы необходимо осматривать при покупке – нет ли трещин, сколов, наплывов, не слишком ли они мягкие и не тонкая ли стенка. Чеки, сертификат при покупке обязательны.
Примерная цена и лучшие производители
Лучшие отечественные , «Казаньоргсинтез», «ТехСтройПолимер», «ПолиПластик», «БалтЭнергосистемы». Импортных производителей множество, но качество импортных труб ПНД ненамного выше отечественных, а вот цена существенно отличается. Определять наличие и цены труб иностранных производителей нужно отдельно по каждому региону: ассортимент и цены очень разные!
Цена ходовых изделий отечественного производства:
- 1 м гладкостенной водопроводной трубы Ø 32 мм стоит от 50 мм, Ø 40 мм – от 70 рублей;
- 1 м однослойной гофротрубы Ø 50 мм стоит примерно 60 рублей; Ø 63 мм – 90 рублей; Ø 110 мм – 150 рублей;
- раструбная ПНД конструкция ходового размера 110 мм и длиной 2 м стоит около 300 рублей; гофрированная – порядка 400 рублей.
Сварка полиэтиленовых труб
Сварка считается самым надёжным способом соединения элементов полиэтиленовых трубопроводов. Знание методов её проведения позволит вам подобрать наиболее подходящее оборудование.
Стыковая сварка. Такой способ применим, когда стенки труб толще 5 мм, а их диаметр самих изделий превышает 5см. Торцы изделий прогреваются до требуемой вязкости благодаря контакту с нагревательным элементом – плитой. После их стыковки получается очень надёжная фиксация потому, что сам процесс формирования соединения происходит на молекулярном уровне. Технологию стыковой сварки сложной не назовёшь. Реализовать её под силу своими руками любому домашнему мастеру. Однако, без специального агрегата для сварки полиэтиленовых труб здесь не обойтись. Если вы не планируете заниматься прокладкой трубопроводов из такого полимера регулярно, устройство можно просто взять в аренду, а не покупать его.
Стыковая сварка дает надежное и долговечное соединение, но для нее нужен специальный агрегат
Последовательность этапов выглядит следующим образом:
- размещаем торцы труб в соответствующем сварочном аппарате;
- устанавливаем между ними вышеупомянутую нагревательную плиту;
- прижимаем к ней торцы под небольшим давлением;
- дожидаемся, пока те расплавятся до требуемого уровня;
- снижаем давление и даём элементам окончательно прогреться;
- вынимаем плиту;
- соединяем обе трубы под давлением;
- дожидаемся остывания соединения и полного затвердевания стыка.
Важно! Манипуляции с плитой выполняйте максимально плавно и аккуратно. Иначе вы рискуете нарушить места формирования между разогретыми элементами молекулярных связей.
Сегодня в строительных магазинах можно приобрести следующие виды сварочного оборудования для сварки полиэтиленовых труб:
- сварочный автомат на механическом приводе. Предполагает проведение всех действий вручную;
- агрегаты с гидравлическим приводом. Благодаря гидравлике, здесь требуется меньше усилий;
- современные программно-управляемые аппараты. Будучи полностью автоматизированными, эти устройства значительно ускорят, а главное облегчат процесс. Разумеется, стоимость их весьма высока.
Эксперты отмечают следующие достоинства стыковой технологии:
- ошибки по причине неопытности и человеческий фактор в целом исключаются. В итоге, соединение получается очень качественным;
- автоматизация процесса (это касается гидравлического и программно-управляемого оборудования для сварки полиэтиленовых труб);
- возможен контроль во время выполнения работ.
Сварка полиэтиленовых труб встык будет качественной и надёжной при правильном выполнении всех этапов. Данные проведённых независимыми организациями экспериментов свидетельствуют, что прочность корректно сформированного сварного шва в 8 (!) раз выше аналогичной характеристики самих труб.
Одним из вариантов сварки полиэтиленовых труб является соединение при помощи электромуфт
Правила, которыми необходимо руководствоваться при стыковой сварке, очень просты.
- Выполнять работы следует только на ровных и твёрдых поверхностях, например, на железобетонном основании, асфальте или досках. Важный момент – соблюдение соосности труб. Отклонение осей не должно превышать 10 процентов толщины их стенок.
- На обратных торцах должны быть вставлены заглушки. Так обеспечивается отсутствие сквозняка в полости труб и постоянство заданной температуры стыковой сварки.
- Перед тем, как зафиксировать торцы в зажимах, протрите их изнутри и снаружи неворсистой тряпкой. Аналогичную процедуру проведите и с зажимами центратора
- Фиксируйте трубы в шасси так, чтобы их маркировка располагалась вдоль одной линии и была сверху.
- Прежде, чем приступить к работе, протрите оборудование для сварки. Проведение пробного стыка позволит удалить с нагревателя пыль и микрочастицы. При работе с трубами, диаметр которых превышает 180 мм, выполните два пробных стыка.
- Перед началом сварки труб с другим диаметром, дайте нагревателю остыть, а затем сделайте дополнительный пробный стык.
- Начинать новую стыковку следует только, когда вы убедитесь в соосности уже соединённых сегментов трубопровода.
- Шлифовку стыков в обязательном порядке предваряет процедура очистки дисков шлифователя от ранее налипших на их поверхность частиц полиэтилена.
Важно! Удалять стружку с торцов и шасси следует неметаллической палочкой. Делать это рукам категорически запрещено.
Электромуфтовая сварка. Такой способ предполагает использование сварочного агрегата и специальных электромуфт. Он актуален при монтаже длинных трубопроводов, когда сварку встык выполнить невозможно.
Работу необходимо проводить в такой последовательности:
- подготовка рабочего места;
- подбор подходящего фитинга;
- зачистка соединяемых деталей от загрязнений;
- обрезка концов труб с последующим удалением окисленного слоя;
- закрепление полиэтиленовых труб и фитингов в устройстве-позиционере;
- включение сварочного агрегата и ожидание окончания операции;
- по завершении необходимо выключить оборудование, и проверить качество шва.
При визуальном осмотре особое внимание уделите следующим моментам:
- кромка шва должна выступать над внешней и внутренней поверхностями труб в виде валика;
- оптимальная высота этих валиков порядка 2,5 мм при толщине стенки, не превышающей 5 мм. Данный показатель для более массивных образцов – не более тех же 5 мм;
- смещение труб не должно быть больше 0,1процента от толщины стенок.
Конструкция и размеры сварочного аппарата, необходимого для проведения монтажных работ, зависят от диаметра ПЭ-труб
При выполнении этих условий соединение прослужит не один десяток лет.
Особенности монтажа
Чтобы не было засоров на пути следования сточных вод, укладку труб начинают от главного стояка в направлении колодца. Трубы изначально следует брать больше расчетного диаметра – это для подстраховки – на случай установки новой сантехники или строительства бани с бассейном.
Существует два варианта соединений:
- Разъемное, когда используются муфты или фланцы. Герметичность обеспечивается резиновыми прокладками. Метод удобен тем, что при необходимости водопровод или канализацию можно разобрать, просто сняв муфты.
- Неразъемное – в раструб, при помощи сварки или клея. Клей подбирается в зависимости от материалов. Для полимеров это эпоксидная смола.
Не все способы доступны новичкам, поэтому лучше обратиться к профессиональным рабочим, либо выбрать самый легкий способ соединения.
Преимущества и недостатки
Легче всего соединить трубы в раструб. Важно подложить резиновое кольцо для герметичности, а сам раструб должен быть направлен в сторону, откуда течет вода. Это снижает риск возникновения засоров. Чтобы трубы легко состыковались используют смазку либо обычное моющее средство.
Сварка – сложный метод. Без навыков выполнить соединение труб будет нелегко. Для безнапорной канализации сварные швы достаточно надежны.
Использование эпоксидного клея позволяет соединить части труб на молекулярном уровне. Перед началом работ места стыков обезжиривают. Действовать нужно быстро, так как смола быстро высыхает на воздухе.
Фитинги устанавливаются на уплотнительные кольца, чтобы избежать протекания в местах стыков.