Любой человек, который строит частный дом, или заменяет коммуникации в квартире, сталкивается с выбором труб для газопровода. Многие привыкли к тому, что системы подачи газа изготавливаются из металла, но последние годы большую популярность получают пластиковые трубы для газа. Существуют определенные ГОСТы, по которым застройщики могут изготавливать газопроводы из пластика.
Газовые трубы из пластика
Можно ли использовать полипропиленовые трубы для газа?
В Западных странах металлические трубы используются только для сборки промышленных трубопроводов. При изготовлении систем подачи воды, газа, используются элементы из пластика. Связано это с эксплуатационными характеристиками материала. Газ по пластиковой трубе проходит без каких-либо затруднений. Перед введением газопровода в эксплуатацию нужно проверить герметичность соединений отдельных элементов, чтобы не допустить нарушения целостности системы.
Разобраться что лучше – трубопровод из металла или пластика, можно сравнив эти два материала. Отличия:
- Масса — трубы из пластика весят меньше, чем детали из металла. Благодаря этому, монтировать их проще, они не требуют дополнительных креплений на вертикальных поверхностях.
- Универсальность — при выборе металлических труб нужно учитывать больше факторов, чем при использовании пластиковых деталей.
- Цена — трубки, изготовленные из полимеров, стоят дешевле металлических.
Трубки из металла выигрывают у пластиковых по показателю прочности, долговечности, устойчивости к механическим воздействиям.
Как решать вопрос с опрессовкой
Готовая магистраль обязательно проверяется на герметичность. Опрессовка является обязательным этапом, так как позволяет выявить возможные дефекты швов и соединений. Если утечка теплоносителя в системе отопления чревата проблемами, связанными с переделкой, то утечка газа опасна для жизни. У профессионалов, занимающихся СМР, проблем с проверкой не возникает, а вот при самостоятельном монтаже сложнее.
Добрый день, форумчане!
Прошу поделиться опытом, как вы решали вопрос с опрессовкой при самостоятельном монтаже газопровода.
Ищите самый точный манометр, автомобильный компрессор и вперед. Я уже не помню, посмотрите СП, там есть допустимые утечки. Но если все сделано правильно, то давление будет стоять неделю нормально. Температурные погрешности, конечно, есть, но в целом стояло нормально. Только этот способ газовщиков не устроит – нужен гидравлический манометр. У меня по распоряжению сверху местный горгаз перемерял, т. к. установленный манометр не удовлетворял по классу точности.
По СП 62.13330.2011 допускается опрессовка частями и проверка герметичности малыми давлениями с применением гидравлического манометра. Класс точности манометров также указывается нормативами. «По завершении испытаний газопровода давление снижают до атмосферного, устанавливают автоматику, арматуру, оборудование, контрольно-измерительные приборы и выдерживают газопровод в течение 10 мин под рабочим давлением. Герметичность разъемных соединений проверяют мыльной эмульсией».
Несмотря на то, что ГРО очень неохотно «делятся своим хлебом», не только kam711, но и другие участники портала самостоятельно монтируют системы и добиваются подключения. Следовать ли их примеру или пойти по пути «наименьшего сопротивления» и заказать профессиональный монтаж – личное дело каждого.
Характеристики
Технические характеристики материала обуславливают сферы его применения. При изготовлении газопровода можно использовать разные виды пластиковых труб. Каждый из них имеет свои технические характеристики.
Параметры металлопластика:
- Высокая химическая стойкость.
- Материал не подвержен окислению.
- Максимальная температура теплоносителя — до 95 градусов.
- Максимально допустимое давление — до 25 бар. Если температура высокая, допустимое давление снижается до 10 бар.
- Толщина металлического слоя, между пластиком — до 0,3 мм.
Характеристики полиэтилена:
- наружный диаметр трубок — 10–110 мм;
- максимальная температура теплоносителя — до 95 градусов;
- при высокой температуре максимальное давление — до 10 бар.
Параметры полипропилена:
- максимальная температура теплоносителя — 90 градусов;
- допустимое давление при максимальной температуре — до 10 бар.
Полипропиленовые трубы могут выдерживать кратковременные перегревы до 110 градусов.
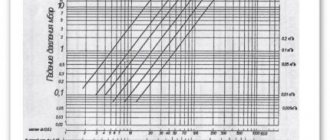
Диаметр пластиковых труб
Паста ГОИ полировальная Archimedes Norma
Паста ГОИ полировальная Archimedes Norma средство для полировки металлов, стекла и пластика. С ее помощью также можно подготовить поверхность к полировке. Паста позволяет как ручное, так и механическое использование на любых видах краски. Паста предназначена для удаления: окислившегося поверхностного слоя; пигментированных участков краски; дефектов покрытия; царапин и рисок; въевшихся следов от насекомых.
Табл 1. Абразив ГОСТ 3647-80
| Группы | Номера | Группы | Номера |
| зернистость | Зернистость мкм | зернистость | Обозначение |
| Шлифзерно | Шлифовальные- порошки | ||
| Стекло, корунд, или их смесь | |||
| 63 — 50 | М63 | ||
| 50 — 40 | М50 | ||
| Микро шлифовальные порошки | |||
| 25-28 | M 28 | ||
| 18-20 | M 20 | ||
| 12-14 | M 14 | ||
| 10 | М 10 | ||
| 7 | М 7 | ||
| 5 | М 5 |
| Процентный состав. | Грубая | Средняя | Тонкая |
| Окись Хрома | 81 | 76 | 74 |
| силикагель | 2 | 2 | 1,8 |
| стеариновая кислота | 10 | 10 | 10 |
| расщепленный жир | 5 | 10 | 10 |
| олеиновая кислота | — | — | 2 |
| двууглекислая сода | — | — | 0,21 |
| керосин | 2 | 2 | 2 |
Рис. 3 . Абразивные порошки и паста ГОИ.
Что такое полирующая способность
Стандартный тест на полирующую способность проводится так — хаотическими движениями закаленной стальной или латунной пластиной проводится хаотичные движения по чугунной плите размером 400 на 450 мм. в совокупности дающий 40 метров пути при определённом давлении. Грубая паста снимает примерно слой металла 40 мкм. средняя, около 5 мкм, тонкая 0, 25 мкм.
Порядок притирки
Пробковые краны изготовляются 3 видов: с чугунным корпусом и латунной пробкой, латунным корпусом и латунные пробкой, и полностью из литья чугунна.
Порядок притирки следующий:
- Если кран скручен с трубы, то корпус зажимается в тисах с небольшим усилием, чтобы не повредить корпус, большим диаметром конуса кверху:
- Разводится с керосином средняя паста ГОИ и равномерно кисточкой наносится на корпус пробки;
- Подсоединяется вороток в специальное резьбовое отверстие снизу конуса;
- Пробка вставляется в корпус и проворачивается несколько раз с легким нажимом;
- Зачем делается 5 — 6 движений кистью руки примерно на 180°, если на пробке или корпусе нет серьезных борозд, то этого бывает вполне достаточно;
- Вынуть и осмотреть пробку, если на ней появились чёрные борозды пасты, необходимо вытереть детали и повторять попытку до тех пор, пока чернота не исчезнет;
- Затем тщательно протереть насухо пробку и корпус. Нанести на конус несколько меловых продольных полос, вставить пробку и провернуть ее, после чего осмотреть, меловые насечки должны равномерно распределиться по всей поверхности сопрягаемых деталей;
- После чего сопрягаемые поверхности ещё раз тщательно вытереть и после нанесения уплотнительной смазка для газовых кранов, собираются. Закручивать резьбовые отверстия нужно с паклей или фум. лентой лучше с уплотнительной смазкой. Уплотнительную смазку для газовых кранов можно купить в специализированном магазине сантехнических изделий или заказать на многочисленных интернет — ресурсах.
Окончательно проверяется на утечки мыльным раствором, надувание пузыря не допускается.
Для того чтобы кран правильно работал необходимо чтобы вращение пробки в корпусе крана происходило без усилия обеспечивая надежную герметизацию. Для этих целей применяются специальные уплотнительные и антифрикционные составы. Уплотнительные смазки имеют более твердую концентрацию используется для герметизации сопряженных деталей. Антифрикционные смазки имеют менее вязкие и предназначены для разъединения подвижных деталей. Смазки должны обеспечивать надёжную работу при нагреве до 300С. В уплотнительный состав добавляют твёрдые вещества как графит или фторопластовую крошку. Антифрикционные смазки могут быть на жировых или силиконовых основах.
Марки
Для изготовления трубопроводов чаще используется полипропилен или полиэтилен. Эти виды полимеров маркируются производителями зависимо от технических характеристик.
Маркировка полиэтилена:
- ПЭ-80 — обозначается желтой полосой;
- ПЭ-100 — маркируется оранжевой полосой.
Маркировка полипропилена:
- PN10 — выдерживают давление до 10 атмосфер. Подходят для изготовления трубопроводов холодного водоснабжения из-за максимально допустимой температуры 45 градусов по Цельсию.
- PN16 — максимально допустимое давление 16 атмосфер. Рабочая температура теплоносителя не должна превышать 60 градусов.
- PN20 — трубы с такой маркировкой выдерживают давление до 20 атмосфер. Они подходят для сборки контуров отопления, систем холодного, горячего водоснабжения.
- PN25 — изделия из этого материала выдерживают давление до 25 атмосфер, температуру до 95 градусов. Считаются лучшими при изготовлении трубопроводов для отопления, центрального водоснабжения.
Дополнительно на полиэтиленовых трубах указывается параметр SDR. Он означает соотношение между толщиной стенок трубки, диаметром. Чем этот параметр ниже, тем больше толщина стенок. Чем толще стенки деталей, тем большее давление они выдерживают при эксплуатации.
Пайка
Оборудование для пайки полиэтиленовых труб
Правильнее будет сказать пайка встык. Используется также для труб из полиэтилена. Условием для ее осуществления будет подвижность двух сочленяемых частей. В противном случае процесс будет нарушен. По эффективности она не уступает электромуфтовой. Для проведения работ понадобится модульный агрегат. Его составляющими являются гидравлический блок, резак, паяльник и центратор. Чтобы правильно им воспользоваться, действуют следующим образом:
- В специальные тиски монтируются вкладыши под размер обрабатываемой трубы.
- Патрубки зажимаются. Не стоит усердствовать, если перетянуть болты, то торец потеряет форму окружности, что приведет к проблемам.
- Спаиваемые участки очищаются от грязи и пыли.
- Строительным ножом или другим прибором ликвидируется стружка на фаске, если она присутствует.
- На гидравлическом блоке потихоньку открывается вентиль до начала движения составляющих на центраторе. Значение давления помечается как рабочее.
- Детали разводятся, между ними вставляется торцеватель. Он запускается и снова осуществляется сдвигание. После нескольких оборотов ножей, прибор можно забрать.
- Для проверки правильности и ровности стыка патрубки снова сдвигаются и хорошо осматриваются.
- Стыки обезжириваются растворителем или спиртовой салфеткой.
- Паяльник ставится на разогрев.
- После достижения заданной температуры, он устанавливается между деталями.
- По таблице выставляется давление для пайки и модули центратора снова сдвигаются. Они удерживаются в напряжении до образования наплыва в 1 мм.
- После этого давление сбрасывается, и они прогреваются еще несколько секунд.
- Части раздвигаются и нагреватель убирается. В течение 5 секунд их необходимо снова состыковать под напряжением еще на 5 секунд. После этого усилие снимается и выжидается время остывания.
До окончания временного промежутка, которое указано для остывания, ни в коем случае нельзя прибирать тиски или каким-либо образом кантовать трубы. Это может привести к разгерметизации.
Виды
При изготовлении используются разные виды пластика. Каждый из них имеет различия в технических характеристиках, особенностях монтажа:
- ПВХ. Детали из этого материала популярны благодаря низкой цене, но у этого вида полимера есть один существенный недостаток, который сужает сферу его применения. При эксплуатации этот материал выделяет хлорэтилен — ядовитое вещество. Из-за этого его нельзя применять для трубопроводов водоснабжения.
- Полиэтиленовые трубы. Из них изготавливаются магистрали водоснабжения, газоснабжения. При эксплуатации этот материал не выделяет вредных компонентов, но для сохранения технических характеристик, трубки нужно дополнительно изолировать.
- Армированные трубки. Армирующий слой может изготавливаться из алюминиевой фольги или стекловолокна. Благодаря дополнительному армированию, расширяется сфера применения деталей.
Также для проведения магистралей применяются трубы из полипропилена.
Полипропиленовая труба для газа
Как осуществляется прокладка коммуникаций на частном участке?
Если речь идет о газификации частного (малоэтажного) дома, то описываемый процесс и применение ПВХ конструкций будет иметь собственную специфику. Стоит исходить из того, что все газотранспортные коммуникации, собранные на основе обсуждаемого материала и проходящие за пределами помещения (по улице) должны быть размещены под поверхностью грунта, таковы требования современных норм безопасности. Нельзя не понять, что это важное преимущество, ведь трубы, находясь под землей будут надежно ограждены от деструктивного влияния любой специфики, да и в случае взрыва (вариант нежелательный, но исключать его было бы беспечно) слой грунта выступит надежной защитой от поражения людей и имущества. При этом любой человек, оценивающий ситуацию с точки зрения логики осознаёт: для того, чтобы разместить пластиковые трубы для газа в частном доме под землей, зачастую потребуется повреждать участки транспортной инфраструктуры, что само по себе хлопотно и нежелательно. Какой из рассмотренных аспектов важнее — каждому человеку предстоит решать индивидуально.
Интересно отметить, что существуют армированные трубы алюминием и стекловолокном, как внутри так и снаружи. Отличаются такие изделия только теплоотдачей. Самые эффективные для отопления — трубы со стекловолокном. У них минимальная отдача тепла. О соединении таких материалов можно ознакомиться здесь.
Преимущества и недостатки
Преимущества:
- Устойчивость к длительному воздействию газа.
- Срок службы около 100 лет, если не перегружать трубопровод.
- Высокий показатель гибкости. Благодаря этому можно изготавливать магистрали сложной конфигурации.
- Малый вес отдельных элементов.
- На гладких стенках изделия не скапливается осадок.
- Материал не подвержен образованию ржавчины.
Недостатки:
- Неустойчив к высоким температурам.
- Нельзя устанавливать пластиковые трубопроводы на улице, поскольку материал теряет технические характеристики на холоде.
- При сильном нагревании материал расширяется. Из-за этого для повышения прочности соединений, отдельных участков трубопровода нужно устанавливать компенсаторы.
- Низкая устойчивость к воздействию ультрафиолетовых лучей.
Если не перегружать трубопровод, он не будет ломаться, выдержит десятилетия активной эксплуатации.
Соединение резьбой
Резьбовое соединение
Такой способ применяется как для промежуточных, так и концевых участков металлических труб. В случае отсутствия резьбы на патрубке, ее потребуется вначале нарезать. Для этого понадобятся такие инструменты:
- клупп;
- лерка;
- смазка;
- напильник.
Круглая плашка
Перед началом работ необходимо определить, какой величины должна быть нарезка. Все зависит от того, какой соединительный фитинг или гайка от шланга будут использоваться. Последовательность следующая:
- Перекрывается участок газопровода, с которым будут осуществляться манипуляции.
- Стравливается давление, если оно осталось внутри.
- При необходимости часть трубы вырезается при помощи болгарки или ножовки по металлу.
- Осуществляется обработка напильником. Необходимо снять слой краски, а также подготовить фаску, чтобы инструмент для нарезки мог легко быть надет.
- Поверхность смазывается машинным маслом, мыльным раствором, солидолом или другим подходящим веществом.
Схема нарезки резьбыПроход осуществляется по стандарту один вперед, половину назад. Это означает, что на каждый полный оборот должна приходиться половина оборота назад. Такие действия потребуются, чтобы своевременно убирать стружку, которая может повредить как сами витки, так и инструмент.
- Клупп подносится к торцу строго перпендикулярно. Это важно, т.к. при перекосе есть вероятность, что будет повреждена вся конструкция и сами головки.
- Не стоит переусердствовать и брать силой.
- Чистовую подгонку лучше осуществить при помощи лерки. Объясняется это тем, что начальные витки имеют большую глубину, чем последние. Плашка выровняет эту разбежность.
Подробнее о технологии нарезки резьбы на трубе читайте здесь.
Необходимый комплект
Далее необходимо уплотнить будущий стык. Чтобы подмотка не проворачивалась, до начала всех действий потребуется сделать на резьбе перпендикулярные зазубрины при помощи напильника или плоскогубцев. Для этого применяется пакля или специальная тефлоновая лента. Последняя должна быть плотнее той, что обычно используется на водопроводных трубах.
Герметизация лентой
Лен должен быть хорошо расправлен. От основной косы отделяется небольшая прядь и разравнивается. Какое конкретно количество потребуется, придется определить опытным путем. Отрезок укладывается на середину резьбы. Одним концом делается 2 полных оборота. После этого концы перекрещиваются между собой, один укладывается под другой и делается еще оборот. Далее накручиваются две части. Вся поверхность промазывается герметизирующей пастой. Осуществляется соединение требуемых частей:
Нужна прокладка-уплотнитель
- В случае когда накручивается шланг с металлической гайкой, тогда в середину вставляется еще прокладка-уплотнитель. Она будет препятствовать утечкам на месте подвижного сочленения гайки и штуцера на шланге.
Металлическая муфтаДля стыковки двух патрубков на прямом участке дополнительно будет нужна металлическая муфта с внутренней резьбой, а также контрольная гайка. Внешняя нарезка должна присутствовать на двух патрубках. Производится паковка одной из деталей. На нее накручивается муфта на максимально возможное расстояние. На вторую трубу надевается контрольная гайка. Патрубок подводится к месту стыка и муфта откручивается так, чтобы она начала заходить на резьбу другого элемента. Когда трубы войдут в нее примерно на одинаковое расстояние, необходимо остановиться. Следующим шагом пакля наматывается на часть трубы, которая не упаковывалась. Ее количество должно быть большим, чем для обычного резьбового стыка. Мотать ее необходимо впритык к муфте. После промазки пастой осуществляется фиксация контрольной гайкой. Закручивать необходимо до тех пор, пока между гайкой и соединителем не будет зазор в 1 мм. Если процесс шел слишком легко, тогда это говорит о том, что было наложено мало уплотнителя, и наоборот.
- Если соединение производится шлангом, а на трубе, куда он будет фиксироваться, есть специальный бортик, тогда не требуется паковка резьбы. Прокладка из гайки прижмется к ограничителю и будет образовано герметичное сочленение. Лучше, чтобы вставка была из паронита.
Обратите внимание!
В некоторых местностях запрещено использование шлангов с оплеткой из нержавеющей стали. Связано это с тем фактором, что при сильном изгибании внутренняя часть повреждается и утечку сложно выявить. Если своевременно не устранить ее, то последствия могут быть катастрофическими. В других случаях не разрешают применять белые шланги ПВХ и требуют покупки только черных резиновых.
Монтаж
При монтаже пластиковых газовых труб нужно учитывать ряд нюансов:
- Из-за теплового расширения нужно точно подобрать место установки компенсаторов.
- Избегать множества изгибов, мест стыковки отдельных элементов.
- Прокладывать трубки вдали от источников открытого пламени.
- Если нужно проложить трубопровод под землей, желательно сделать дополнительную изоляцию. Для этого можно использовать бетонный канал или дополнительную пластиковую трубу.
- При демонтаже старой системы нужно изготавливать магистраль из одного материала. Это позволит добиться высокого показателя прочности, максимального срока эксплуатации.
- Желательно убрать трубы с открытого места из-за низкой устойчивости материала к механическим воздействиям.
- Крепления к трубопроводу на вертикальных поверхностях нужно устанавливать не дальше чем на расстоянии 2 метра друг от друга.
Для создания герметичных соединений требуется использовать специальный паяльник. В его комплекте есть насадки разных диаметров, на которые надеваются трубы, муфты, запорные краны. После нагревания детали соединяются вместе. Останется дождаться остывания пластика, выполнить пробный запуск системы. Во время проверки нужно внимательно осмотреть места соединения отдельных элементов трубопровода на наличие протечек.
Людям привычно видеть, что газопроводы изготовлены из металла, но этот материал постепенно уступает место пластику. Полиэтиленовые, полипропиленовые трубы незначительно уступают металлу по технических характеристикам, но стоят дешевле.
Особенности монтажных работ
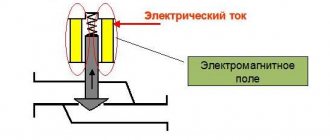
Монтаж производится посредством стыковой или электромуфтовой сварки с использованием соединительных деталей с закладными нагревателями. Выбор метода сварки определяется диаметром труб, наличием доступа к месту монтажа, требованиями бюджета. Сварочное оборудование может быть взято в аренду, что позволяет сократить себестоимость готового трубопровода в случае, если проект разовый.
Производителем предложен широкий перечень комплектной запорно-регулирующей арматуры и фасонных изделий для газопроводов любых диаметров, что позволяет без проблем смонтировать любой участок, в том числе с присоединением к существующим стальным трубам. При соблюдении технологии прочность соединений превосходит прочность самой трубы и гарантирует исключение порывов и иных дефектов стыка.
К монтажу допускается квалифицированный персонал, прошедший обучение и регулярную аттестацию для работы со сварочным оборудованием согласно закрепленному регламенту работ.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.