Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.
Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).
Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
Рекомендуем ознакомиться: Спирально-навивные конструкции воздуховодов
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Подробно о вальцевании
Сделать так, чтобы труба приняла другую форму можно с помощью простой горелки. Такой подход часто практикуется, но работник сталкивается с рядом трудностей:
- появляется необходимость в большом рычаге, чтобы изменить форму;
- нужен упор и, как следствие, много физической силы;
- сделать изделие ровным практически невозможно, это обусловлено неточностью движений и неправильным распределением усилий.
Ручной профилегиб
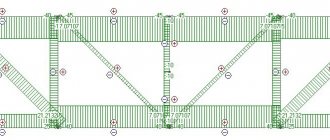
Чтобы получить лучший результат, стоит использовать вальцы. С их помощью профильная труба может быть легко преображена своими руками. На фото и видео отражены особенности работы с инструментом. Для ознакомления с результатом работы инструментом представлены чертежи.
1 Тип станока предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка:
Максимальное сечение трубы — 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 — 650 мм,
- 40х20х2 — 650 мм,
- 40х40х2 — 1800 мм,
- 50х25х2 — 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей.
2 Тип станока предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка:
Максимальное сечение трубы — 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Полоса 40х4 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 — 650 мм,
- 40х20х2 — 650 мм,
- 40х40х2 — 1800 мм,
- 50х25х2 — 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей.
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Контакты:
Тел: 8-919-831-25-14
Саратовская обл. г. Энгельс
Доставка по РФ.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Производственные и домашние вальцы
Не все модификации этого удивительного инструмента можно использовать дома. Как, Вы думаете, каким образом делается профильная труба? Конечно, с помощью вальцов. Делается это следующим образом. Лист металла скручивается в цилиндр, шов заваривается. Далее труба пропускается через вальцы. Под действием большого давления получается нужный профиль.
Электрический профилегиб
Чтобы проделать работу, нужны огромные усилия, поэтому профильная труба производится на специальном оборудовании. Вальцы, установленные на заводах, весят более десяти тонн. Как же такую работу выполнить своими руками?
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.
Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Рекомендуем ознакомиться: Виды и преимущества бесшовных стальных труб
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Обратите внимание! Экономить на составляющих элементах недопустимо. Станок для вальцевания должен обладать достаточной прочностью и быть безопасным в применении.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Виды устройств
Изменение конфигурации профильной трубы может выполняться с помощью оборудования различного размера и конфигурации. Основным различием вальцов для изгибания профильной трубы является тип привода. По данному параметру устройства можно разделить на такие виды:
- Ручной привод. Наиболее простые устройства, для работы которых требуются значительные физические усилия со стороны мастера. Именно они чаще всего изготавливаются и используются в домашних условиях.
- Электрический привод. Самые сложные устройства, которые используются для придания необходимой формы даже самой простой и толстой профильной трубы.
- Гидравлический привод. Наиболее современный и удобный тип устройства. Отличается достаточной простотой использования. Не требуют применения физических усилий как ручной инструмент, и в том же время стоит намного дешевле электрического устройства.
Если работы по созданию сложных конструкций из профильной трубы выполняются нечасто, достаточно приобрести или изготовить ручной инструмент. Ручные вальцы для профильной трубы отличаются надежность и простотой, и состоят из таких элементов:
- основные конструкции, выполнение из прочных материалов;
- зажимные механизмы, которые используются для крепления заготовки;
- вальцы, которые выполняют подающую и изгибающую функцию.
Основным недостатком такого механизма являются значительные физические усилия со стороны мастера для его использования. К тому же такой станок отличается невысокой производительностью, поэтому используется только в домашнем хозяйстве.
Электрический станок также может быть выполнен самостоятельно, однако такое оборудование является достаточно сложным. Обладает высоким показателем производительности и мощности. Особенностью устройства является электрический привод, который и отвечает за подачу и протягивание заготовки.
Современные вальцы для труб
Для домашнего использования и изготовления своими руками чаще всего предпочтение отдается гидравлическим станкам, который отличается достаточно высокой мощностью, но легко изготавливается и в домашних условиях. Такие устройства применяются как на предприятиях, так и для личных нужд.
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
- надежными;
- мобильными;
- экономичными.
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Обратите внимание! Электрические вальцы для профиля нельзя назвать экономичным прибором. Если подобный станок используется нечасто, то можно обойтись ручным приводом.
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.
Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.
Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Рекомендуем ознакомиться: Новосвердловская металлургическая компания
Для удержания трубы по центру монтируется направляющая труба.
Этапы изготовления вальцов
Для монтажа вальцовочного станка важно использовать качественные и прочные элементы, придерживаться размеров чертежа и определенных этапов работы:
- Основание. Важнейшим этапом изготовления вальцов, который влияет на прочность и долговечность конструкции, является изготовление качественного основания станка. Поэтому рекомендуется использовать стальные швеллеры или трубы значительного диаметра.
- Вертикальные опоры. Для изготовления вертикальных пор станка рекомендуется использовать металлический профиль с П-образным сечением. На верхней части опоры будет установлен вальцовый механизм, который и будет выполнять функция изменения конфигурации профильной трубы. При этом важно, чтобы верхняя часть опоры отличалась прочностью и надежностью. Для ее монтажа необходимо зафиксировать нижнюю часть опоры на основание. Для этого лучше всего использовать струбцины. Такой метод крепления обеспечивается равномерное распределение деформационного усилия, которое подается на заготовку, по двум вальцам.
- Цепной механизм. Для придания вальцам вращения необходимо использовать цепную передачу. Для ее изготовления можно использовать звездочки и цепь со старого мотоцикла или велосипеда. При этом звездочки по параметрам должны соответствовать конфигурации цепи, поэтому рекомендуется брать их от одного механизма или внимательно покупать. Монтаж цепного механизма необходимо выполнять с хорошим натяжением, после чего выполнить установку рукоятки. Если работа выполнена правильно, то приводной механизм вальцов будет обеспечивать легкое вращение валов.
- Вальцы. Основным элементом станка являются вальцы, которые рекомендуется изготовить из прочной закаленной стали. Это позволит повысить производительность станка и обеспечить длительный срок службы.
Готовые самодельные вальцы
Готовая конструкция может быть дополнительно покрыта краской для защиты металла от коррозии.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
Особенности и принцип работы вальцов
Профильная труба активно применятся для различных строительных работ. Для изготовления сложных конструкций может использоваться метод сварки, болтовое или клеевое соединение элементов. Однако наиболее надежным способом создания сложных конструкций является использование вальцов.
Использование вальцов для сгибания профильной трубы не требует особых знаний и умений. Для придания заготовке необходимой формы следует выполнить такие операции:
- положить заготовку на два подающих вальца;
- прижать трубу к одному изгибающему вальцу с необходимой силой;
- включить передаточный механизм.
При проходе через рабочую зону профильная труба изгибается под определенным углом. Если угол изгиба оказался недостаточным, необходимо еще раз повторить манипуляцию. Важно контролировать силу прижима, чтобы избежать чрезмерной деформации заготовки.