Выгодно, красиво и долговечно
В частном строительстве наиболее популярно использование трубного профиля 25х25 мм в установке ограждений. Причем речь идет как об опорной конструкции, так и декоративной с кованым декором. Данный вид металлопроката выпускается с разным сечением, поэтому есть возможность, варьировать ограждение как по жесткости и возможным нагрузкам, так и по внешнему виду и стоимости.
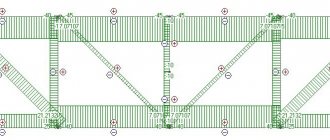
Из трубы можно изготавливать недорогие и привлекательные ограждения с довольно низкими затратами. Самым простым вариантом исполнения является забор из профильной трубы с элементами ковки, подразумевающий сваривание опорной конструкции со столбами из трубы 25х25 мм и связующими металлическими рейками. Затем выполняется и наваривание вертикальной трубы с квадратным сечением до 10-15 мм на расстоянии 10-20 см.
Единственным недостатком этого вида металлопроката для изготовления ограждений и калиток является ее ключевая особенность – это полая структура. В результате ограждение получается более легким и менее дорогим по сравнению с продукцией, изготовленной из квадрата, но у него есть недостаток – это коррозия, возникающая внутри трубы.
При этом этот вопрос решается за счет декоративной отделки. Например, с использованием стандартного декора как пики, которые навариваются на окончание трубы, а затем все изделие покрывается защитным декоративным покрытием.
Трубогиб для мебельных каркасов из круглых труб
В мебельном производстве, при изготовлении каркасов стульев, кроватей, медицинских тележек, колясок, каталок и другой медицинской мебели, очень часто используются круглые трубы.
В этом случае необходимы 3-х координатные станки, которые кроме угла гиба, линейного выдвижения в точку начала гиба, программируются и по углу поворота трубы в пространстве.
Трубогибы для мебельных труб, производства БМК:
- Дорновый, 3-х координатный программируемый ручной трубогиб CM-30/3 PARTNER;
- Полуавтоматические дорновые 3-х координатные программируемые трубогибы CE-30/3 PARTNER и CE-51 MASTER;
- Дорновые, 3-х координатные трубогибочные автоматы CE-30 PARTNER.3X и СE-51 MASTER.3X;
Наличие дорна обеспечивает отличное качество гиба. Кроме того, дорн позволяет использовать тонкостенные трубы, жесткости которых достаточно для длительного использования мебели, а цена труб значительно ниже. Учитывая, что трубы продаются в килограммах, естественно тонкостенной трубы в метрах будет больше, а следовательно мебельных каркасов, стульев и другой мебели можно изготавливать больше.
Рассчитать, сколько будет весить один погонный метр трубы можно по формулам:
Для стальных труб, изготавливаемых по ГОСТ8734-75 и ГОСТ8732-78
A=0.02466148*S*(Dн-S), грамм
Для нержавеющих труб, изготавливаемых по ГОСТ9941-81 и ГОСТ9940-81
А=1,08*S / (0,08+S/D), грамм
где A – вес одного погонного метра трубы, граммDн — наружный диаметр трубы, ммS – толщина стенки труб, мм0,02466148 / 1,08 / 0,08 — переводные коэффициенты
Соответственно, зная длину заготовок, можно легко рассчитать требуемое количество труб и сравнить их вес и стоимость, после чего выбрать трубы оптимального типоразмера.
Трубогибочные станки серии Partner и серии Master отлично работают с тонкостенными трубами из стали, алюминия, меди, а так же титана.
Особенности изготовления круглых сидений стульев на трубогибах.
Часто сидения стульев, барных стоек делаются из колец, которые легче всего изготовить из прямой трубы, завитой в спираль с прилеганием витка к витку. Затем спираль разрезается на кольца. которые свариваются любым видом сварки. Такая методика изготовления колец получила широкое распространение при использовании трубогибов (профилегибов) 3-х роликовой (вальцевой) гибки моделей 3RE-60 (БМК-55), 3RE-80 (БМК-55У), 3RE-30 Junior, 3RM-30 Start. Данные станки позволят получить кольцо, либо сектор любого радиуса на любой трубе в рамках технических характеристик трубогибочных станков.
Так, на трубогибочных станках JUNIOR и START минимальный радиус гиба составляет 150 мм, а на трубогибах 3RE-60 (БМК-55) и 3RE-80 (БМК-55У) — 300 мм. Отметим, что на вальцевых станках, имеющих три ведущих ролика, повторяемость и производительность значительно больше. Однако только на трубогибах 3RE-60 (БМК-55) и 3RE-80 (БМК-55У) при больших радиусах гибов необходимость операции поджима трубы и профиля, может исключаться из цикла работы за счет синхронизации скорости вращения гибочных роликов. Эта операция выполняется всего один раз в начале рабочей смены, благодаря тому, что на всез 3-х гибочных роликах согласлваны угловые скорости вращения роликов и линейные скорости подачи изгибаемой трубы (профиля).
Имея на своем мебельном производстве дорновые и вальцевые трубогибы производства Балтийской Машиностроительной ) Вы сможете реализовать любые планы по изготовлению каркасной мебели.
Труба с квадратным сечением для каркаса ограждений
Трубу с квадратным сечением используют для изготовления каркаса калиток и ворот, средняя часть плоскости заполняется с помощью наваривания трубы и декора, чтобы закрыть полотно используется листовой металл и прозрачный пластик. Кованый декор изготавливается из листового металла методом штампования и механической прокатки для создания фактуры, трубы и квадрата. Труба является более легким материалом в изготовлении методом механического формования, когда металлической заготовки придается определенная форма путем сгибания по жесткой оснастке.
Для изготовления декоративных изделий из труб используется трубогиб, а также специализированный инструмент для изготовления завитков. Это оборудование позволяет обычно гнуть весь металлопрокат с сечением, подходящим под размеры улитки.
Использование трубы по сравнению с квадратом более выгодно по нескольким причинам:
- более легкий вес и меньшие затраты на покупку материала;
- прочность конструкции;
- податливость трубы в работе, что уменьшает трудоемкость;
Разборной кованый декор реализуется дешевле, при этом не уступают по внешнему виду и качеству традиционному квадрату с небольшим сечением. При самостоятельном изготовлении калитки из профильной трубы с элементами ковки достаточно трубного профиля двух сечений (для конструкции и отделки) и опционально ковкой. При наличии сварочного аппарата выполнить калитку, ворота или забор своими руками не представляет особого труда. Вы можете посмотреть на фото варианты реализации разных художественных идей с различной стоимостью.
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
Корпус-крышка изготавливаются из пластины толщиной 6 мм
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Покупка или изготовление кованого декора
Декоративные элементы холодной ковки из профильной трубы для забора, ворот и калитки можно сделать самостоятельно или приобрести у крупного поставщика. Обычно покупка обойдется дешевле, если вы хотите сделать один комплект для своего приусадебного хозяйства.
Читать также: Как работать гидроуровнем в одиночку
Для этих целей не потребуется покупать оборудование для холодного формования, а только сварочный аппарат и болгарка. Все декоративные элементы доступны в продаже, так что любое ограждение можно сделать не только исходя из требований к бюджету, но и по собственному или выбранному эскизу.
Использование кованого полуфабриката значительно сокращает стоимость изделий, а также трудоемкость выполнения. Для изготовления такого функционального кованого декора для приусадебного хозяйства потребуется только инструмент, который, как правило, уже есть в хозяйстве. Как можно собрать забор своими руками из готовых элементов или полностью изготовить его из профиля смотрите в видео.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.
Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.
Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.
Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
Читать также: Можно ли отремонтировать светодиодную лампочку
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Главная страница » cтанки для холодной ковки профильной трубы
Читать также: Чем очистить алюминий от окисления
На данной странице вы найдете сведения по теме “cтанки для холодной ковки профильной трубы”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Станок «BLACKSMITH UNV-3-220».
В различных металлоконструкциях широко применяются профильные трубы — металлопрокат, заготовки которого имеют сечение отличное от круглого (квадратные, прямоугольные, овальные). Увеличить количество изделий, изготавливаемых с использованием профильных труб, позволяет наличие оборудования, при помощи которого можно изменять их форму. Данному перечню оснащения и посвящен этот раздел.
Кроме этого, в технологии холодной ковки для гибки заготовок разного сечения в эксплуатации находится следующее оборудование:
- универсальные машины;
- специальные станки (ручные, гидравлические, электромеханические), среди которых особой востребованностью пользуются устройства (улитки) для изготовления заготовок в форме завитков и спиралей, а также гнутики — для получения элементов в форме дуги; с помощью кондукторов разной конфигурации возможно получение элементов разной формы;
- инструменты.
Особенности мебели из металла
Использование металлических конструкций в саду связано с некоторыми сложностями, однако есть и преимущества.
Красивые, кованые металлические стул и скамейка
Основными пунктами, на которые важно обратить внимание:
Прежде всего, потенциальных пользователей привлекают прочностные характеристики металла. Если речь не идет о дешевой продукции, то она служит долго, ее не сломать даже большими нагрузками.
Совет! Время службы изделия во многом зависимо от качества ухода за ним. На металле требуется периодически обновлять защитные покрытия, так как он в условиях атмосферной влажности начинает коррозировать.
Набор из стола и стульев
- Металлическая садовая мебель выглядит красиво, элегантно. Она хорошо сочетается с живыми растениями, особенно если в конструкцию добавлены кованые элементы.
- Самодельные любительские модели, как и из любого другого материала, отличаются угловатостью, неброскостью. Изящными их не назовешь, но при использовании готовых декоративных деталей, можно добиться неплохого результата.
- Материал можно многократно окрашивать, за счёт этого можно сохранить привлекательность надолго. Некоторые металлы не нуждаются ни в какой обработке, так как практически не окисляются – алюминий или нержавеющая сталь.
- Металл часто используют как прочный каркас, а сиденья и спинки делают из других материалов – дерева, пластика, ДПК и т.д. Это позволяет бороться с очевидным недостатком конструкций.
Металлическая скамейка с мягким сиденьем дачная
Любой металл обладает высокой теплопроводностью. Из-за этого он быстро остывает или, наоборот, сильно раскаляется на солнце, что делает тактильные контакты с ним неприятными, а ведь летом так хочется позагорать, поэтому возле бассейнов вы такой мебели не увидите.
Просто и стильно – каркас из прямоугольной профилированной трубы и мягкие набивные подушки
- За металлом просто ухаживать, если не считать ежегодное окрашивание. С некоторой периодичностью он протирается влажными тряпками.
- Защищенные изделия легко переносят воздействие влаги, не страдают от ультрафиолета. Для металла не существует биологической угрозы – плесени, жуков, грызунов.
Комплект садовой мебели из металла
Еще один недостаток – большой вес, особенно конструкций сделанных из чугуна. Передвинуть мебель смогут только физически крепкие и здоровые люди. Поэтому ее устанавливают на месте один раз, и больше никуда не перемещают.
Изделия из металла сочетаются со многими стилями ландшафтного дизайна. Они желанны для классики и для модерна. Не обойтись без таких атрибутов и в современных направлениях, например, лофт или хай-тек. Внешняя форма и вид мебели при этом будут разительно отличаться.
Характеристики
Без нагрева, методом холодной пластической деформации, рекомендуется гнуть на станках с электромеханическим приводом профильные трубы со стороной квадрата не более 80 мм.
Гибочный ручной станок BLACKSMITH M3-G. Фото 220Вольт
На ручных станках гнутся трубы с размером стороны квадрата до 30 мм. Для увеличения производительности станков, применяется групповая гибка, сложенных друг к другу профильных труб. Ширина ряда в зависимости от конструкции станка и его мощности.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Марки, бренды, производители
Из богатого разнообразия иностранных и российских производителей можно выделить, основываясь на отзывах покупателей, следующие фирмы:
- Ручные трубогибы:«Stalex» (основное производство в находится в Европе), «Smart&sol >
- Электромеханические трубогибы: «Blacksmith» (популярный в России китайский производитель оборудования для холодной ковки).
Гидравлический трубогиб Stalex HB-60 Premium. Фото ВсеИнструменты.ру
Своими руками
Трубогибы в любом исполнении можно изготовить своими руками. Как и для абсолютного большинства оборудования для холодной ковки, конструкция станков для гибки профильных труб позволяет использовать материалы и комплектующие, которые можно найти в личном хозяйстве.
Другие типы станков для холодной ковки также возможно собрать своими руками. Самодельный гнутик, улитка, фонарик и глобус находят наибольшее применение при выполнении проектов холодной ковки в домашних условиях. Наличие данных приспособлений обеспечивает производство различных по конфигурации элементов.