Чугунные трубы применяются преимущественно для монтажа канализационных конструкций. И даже после появления более современных полимерных материалов, чугунные детали продолжают использоваться повсюду. Это связано с тем, что они имеют длительный эксплуатационный срок, а также способны выдерживать большие нагрузки при транспортировке жидкостей.
Трубы для канализационных систем, изготавливаемые из чугуна, должны соответствовать всем требованиям ГОСТа
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 9812-74 Битумы нефтяные изоляционные. Технические условия
ГОСТ 11506-73 Битумы нефтяные. Метод определения температуры размягчения по кольцу и шару
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18510-87 Бумага писчая. Технические условия
ГОСТ 26358-84 Отливки из чугуна. Общие технические условия
ГОСТ 26598-85 Контейнеры и средства пакетирования в строительстве. Общие технические условия
ГОСТ 26645-85* Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53464-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
Советы по монтажу и эксплуатации чугунных труб
Основное преимущество чугунных труб, перед пластмассовыми заключается в шумоизоляционных характеристиках первых. Их стенки гасят любые звуки, которые появляются в результате перемещения рабочей среды по трубам. Однако вес изделий из чугуна влияет на трудозатраты при монтаже канализационных конструкций, что в любом случае отражается на скорости проведения всех необходимых работ по их установке.
Конкретный эксплуатационный срок этих изделий должен составлять не менее 50 лет, однако, во многих источниках срок годности может достигать и 100 лет. В любом случае, для того, чтобы продлить эксплуатационный срок чугунных канализационных труб, необходимо неукоснительно следовать всем правилам по их установке.
Очень важно запомнить, что обычный чугун не рекомендуется использовать в конструкциях, которые будут осуществлять транспортировку агрессивных химических веществ. Для таких ситуаций лучше использовать трубы с более высокой устойчивостью к агрессивным химическим соединениям (например, керамические). Однако и здесь есть свой нюанс — для бытовой канализации прокладка стальных изделий обойдётся слишком дорого.
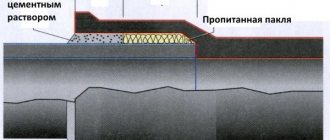
Важно! Для заполнения свободных пространств в местах соединений чугунных труб рекомендуется использовать специальное герметическое средство, которое называют кабалкой. Кабалка — это растительные волокна, пропитанные смоляно-битумными мастиками, а в некоторых случаях — масляными растворами. После заполнения свободных пространств кабалкой, необходимо замазать стык цементным раствором.
Заполнение стыков чугунных труб не рекомендуется выполнять с помощью серы, так как она при нагревании выделяет вредные для человеческого здоровья пары. Кроме этого, сера легко воспламеняется и её невозможно потушить с помощью воды.
3 Сортамент
3.1 Сортамент труб и фасонных частей должен соответствовать указанному в таблице 1.
Таблица 1
| Наименование | Условные проходы, мм | Условное обозначение | ||
| графическое | буквенное | |||
| Трубы | 50 | — | ||
| 100 | — | |||
| 150 | — | |||
| Патрубки | 50 | — | ||
| 100 | — | |||
| 150 | — | |||
| Патрубки компенсационные | 100 | — | ||
| 150 | — | |||
| Патрубки переходные | 50/100 | — | ||
| 100/150 | — | |||
| Колена | 50 | — | ||
| 100 | — | |||
| 150 | — | |||
| Колена низкие | 100 | — | КН-100 | |
| Отводы 110° и 120° | 50 | — | О 110° — или О 120° — | |
| 100 | — | |||
| Отводы 135° | 50 | — | О 135° — | |
| 100 | — | |||
| 150 | — | |||
| Отводы 150° | 50 | — | О 150° — | |
| 100 | — | |||
| 100Д | — | |||
| 150 | — | |||
| Отводы-тройники приборные | 100 | 50 | ОТПр-10050 или ЛОТПр-100 50 | |
| Отступы | 50 | — | ОТС- | |
| 100 | — | |||
| 150 | — | |||
| Тройники прямые | 50 | 50 | ||
| 100 | 50 | |||
| 100 | 100 | |||
| 100 | 100К | |||
| 100 | 100Д | |||
| 150 | 50 | |||
| 150 | 100 | |||
| 150 | 150 | |||
| Тройники прямые компенсационные | 100 | 50 | ||
| 150 | 50 | |||
| Тройники прямые низкие | 100 | 100 | ТН-100100 | |
| Тройники прямые переходные | 100/50 | 100 | ТПР-100/50100 | |
| Тройники прямые переходные низкие | 100/50 | 100 | ТПРН-100/50 100 | |
| Тройники косые 45° и 60° | 50 | 50 | ТК 45° — и ТК 60° — | |
| 100 | 50 | |||
| 100 | 100 | |||
| 150 | 50 | |||
| 150 | 100 | |||
| 150 | 150 | |||
| Крестовины прямые | 50 | 50 | КП — | |
| 100 | 50 | |||
| 100 | 100 | |||
| 150 | 50 | |||
| 150 | 100 | |||
| Крестовины прямые со смещенной осью отвода | 100 | 50/100 | КПС — | |
| Крестовины косые 45° и 60° | 50 | 50 | КК45° — и КК60° — | |
| 100 | 50 | |||
| 100 | 100 | |||
| 150 | 50 | |||
| 150 | 100 | |||
| Крестовины двухплоскостные | 100 | 100; 50 | КД — ЛКД — | |
| 150 | 100; 50 | |||
| Муфты | 50 | — | Мф — | |
| 100 | — | |||
| 150 | — | |||
| Муфты надвижные | 50 | — | МфН — | |
| 100 | — | |||
| 150 | — | |||
| Ревизии | 50 | — | Р — | |
| 100 | — | |||
| 150 | — | |||
| Заглушка | 50 | — | З — | |
| 100 | — | |||
| 150 | — | |||
| Отводы-тройники переходные | 100 | 50 | ОТП — 10050 | |
| Прочистки | 100 | — | Пр — | |
| 150 | — | |||
Расширители и отступы: их параметры
Расширители применяются для выполнения поворота трубопровода при его монтаже. Без них не может обойтись ни одна коммуникационная система. ГОСТ выделяет расширители под 110°, 120°, 135° и 150°. Их параметры приведены в таблице. Линейные размеры даны в сантиметрах.
Приборные отводы-тройники делаются в левом и правом исполнении. Их масса по документу 6942-98 составляет 7 кг.
Чугунный отступ применяется в безнапорных сетях канализации для отвода сточных и фекальных вод. Он стыкуется с трубами благодаря раструбному соединению.
Необходимо обратить свое внимание! Отступ имеет хорошие технико-эксплуатационные параметры, низкую цену и большой служебный срок.
Такой элемент соединения, как отвод, можно повстречать фактически в каждой системе канализации
Характеристики чугунных отступов стандартно 6942-98 приведены в таблице. Линейные размеры даны в сантиметрах.
Таблица 11
Условный проход
| Масса без антикоррозионного покрытия, кг | Радиус изгиба | Длина до раструба | |
| 5 | 2,1 | 6,0 | 21 |
| 10 | 5,0 | 8,5 | 25 |
| 15 | 8,0 | 9,0 | 25 |
5 Технические требования
5.1 Чугунные канализационные трубы и фасонные части к ним следует изготавливать в соответствии с требованиями настоящего стандарта, по конструкторской и технологической документации, утвержденной в установленном порядке.
5.2 Характеристики
5.2.1 Трубы и фасонные части к ним не должны иметь дефектов, ухудшающих их монтажные и эксплуатационные качества: заливов, наростов, капель металла, шлаковых наслоений на наружной и внутренней поверхностях. Допускается устранение незначительных дефектов, обусловленных способом производства и не ухудшающих качества изделий.
5.2.2 Трубы и фасонные части к ним не должны иметь отбела по всей наружной поверхности глубиной более 1 мм, а на торцах и наружной поверхности гладких концов труб на длине 60 мм от торца и в местах разъема литейных форм на фасонных частях — глубиной более 2 мм.
5.2.3 Отклонения от номинальных размеров внутренних диаметров раструбов труб и фасонных частей и наружных диаметров гладких концов труб и хвостовиков фасонных частей (до нанесения на изделие антикоррозионного покрытия) не должны превышать ±2 мм. Отклонения от размеров строительных длин в изделиях всех типов и диаметров не должны превышать ±0,9%.
5.2.4 Допускается утолщение не более чем на 2 мм стенок гладких концов труб на участке длиной до 150 мм и хвостовиков фасонных частей на участке длиной до 70 мм от их торцов с соответствующим уменьшением внутренних диаметров изделий в этих местах, а также закругление с наружной стороны торцов гладких концов труб и хвостовиков фасонных частей.
5.2.5 Предельные отклонения от номинальных размеров отливок изделий, за исключением регламентированных в 3.2.3 и 3.2.4, должны соответствовать 11 т классу точности по ГОСТ 26645.
5.2.6 Отклонения от расчетных значений масс изделий, установленных в стандартах на конструкции, и размеры этих изделий (при подсчете которых плотность чугуна принята равной 7,1 г/см) должны соответствовать 11 т классу точности по ГОСТ 26645.
Отливки, масса которых превышает максимальную, признаются годными при условии, что по всем прочим качественным характеристикам они соответствуют настоящему стандарту.
5.2.7 Отклонения от прямолинейности труб 100 и 150 мм не должны превышать 2 мм на 1 м длины, а труб 50 мм — 5 мм на 1 м длины.
5.2.8 Трубы и фасонные части в сборе после нанесения на их внутренние и наружные поверхности антикоррозионного покрытия и заделки раструбов должны выдерживать гидравлическое давление не менее 0,1 МПа (1,0 кгс/см).
5.3 Требования к сырью, материалам и комплектующим изделиям
5.3.1 Трубы и фасонные части к ним должны изготавливаться из серого чугуна с пластинчатым графитом по ГОСТ 1412 и в соответствии с требованиями к отливкам по ГОСТ 26358.
5.3.2 Наружная и внутренняя поверхности труб и фасонных частей должны быть покрыты антикоррозионным составом на основе битумов марки БНИ IV-3 по ГОСТ 9812 или другими составами, обеспечивающими температуру размягчения антикоррозионного покрытия не ниже 333 К (60 °С) и условия эксплуатации УХЛ 4 ГОСТ 15150.
Антикоррозионное покрытие должно быть сплошным, прочным, гладким, без трещин и пузырей, прочно сцепленным с металлом изделий и не должно быть липким.
На поверхности покрытия труб допускаются кольцевые отпечатки от опор для перекатывания труб, а на поверхности покрытия фасонных частей — следы от крючков подвесок цепных конвейеров, а также потеки, вызываемые стоком антикоррозионного состава с труб и фасонных частей, или несплошности покрытия.
5.4 Комплектность
5.4.1 Предприятие-изготовитель должно комплектовать трубы и фасонные части для поставки в ассортименте, определяемом заказом потребителя.
5.5 Маркировка и упаковка
5.5.1 Трубы и фасонные части должны иметь маркировку, отлитую или нанесенную несмываемой краской на торцевой или образующей поверхности раструба или непосредственно за раструбом и включающую:
— товарный знак предприятия-изготовителя;
— условное обозначение изделия;
— обозначение настоящего стандарта.
5.5.2 Трубы упаковывают в контейнеры, пакеты, в кассеты или в связки, увязанные проволокой.
При упаковке трубы укладывают раструбами попеременно в противоположные стороны. Фасонные части укладывают на ящичные поддоны или контейнеры по ГОСТ 26598, при этом грузоподъемность контейнера должна быть использована полностью.
Производство чугунных труб
Чугунные трубы изготавливаются посредством литья. На сегодняшний день существует две разновидности литья для выполнения этих канализационных деталей. Рассмотрим эти два варианта литья:
- центробежное;
- полунепрерывное.
Первый способ подразумевает использование специальной формы. В неё заливается чугун, после чего из-за вращения он равномерно распределяется по стенкам формы и в результате образуется готовая деталь. То, какая толщина будет у стенки, зависит от количества использованного жидкого чугуна.
Рассмотрим основные преимущества этого способа:
- высокая скорость изготовления труб, которая влияет на показатели производительности;
- хорошее качество чугунного изделия, отлитого посредством такого метода;
- экономия сырья и электроэнергии;
- возможность автоматизации этого способа;
- упрощение процесса, связанное с отсутствием необходимости в дополнительных этапах (формовка и сушка);
- такой процесс позволяет сэкономить не только время и деньги, но и место, так как исключается необходимость в дополнительном оборудовании.
Производство труб методом центробежного литья является наиболее экономичным
Однако центробежное литьё имеет и свои недостатки. Среди недостатков этого метода выделяют следующие:
- труба может быть выполнена только определённой формы, в соответствии с формой заготовки;
- необходимость строгого контроля количества сырья, поступающего в заготовку (для получения необходимой толщины стенки).
Метод полунепрерывного литья подразумевает собой заполнение формы жидким чугуном. В такой форме чугун застывает и получается готовое изделие. После частичного застывания, деталь достают из формы и разделяют на необходимые отрезки. Процесс охлаждения проводится с помощью обычной воды.
Рассмотрим основные плюсы этого метода:
- с помощью такого способа можно получить длинное изделие, которое впоследствии режется на детали необходимой длины;
- точность геометрических параметров изделия является максимальной;
- возможность экономии жидкого чугуна.
К минусам этого метода можно отнести:
- не слишком высокая производительность;
- готовую трубу довольно сложно извлечь из заготовки.
Трубы бывают напорными, безнапорными, с раструбом или без него
6 Правила приемки
6.1 Трубы и фасонные части принимают партиями. Партией считают количество труб и фасонных частей, изготовленных в течение одной смены и оформленных одним документом о качестве.
6.2 Для проверки соответствия труб и фасонных частей требованиям настоящего стандарта предприятие-изготовитель проводит приемосдаточные и периодические испытания изделий.
6.3 При приемосдаточных испытаниях проводят проверку изделий на соответствие требованиям:
5.2.2 — 0,5% изделий от партии;
5.2.1 и 5.3.2 в части внешнего вида антикоррозионного покрытия — 100% изделий в партии;
5.2.3-5.2.8, 5.3.2 в части липкости антикоррозионного покрытия — не менее 2% изделий от партии.
6.4 Периодические испытания проводят не реже одного раза в квартал.
6.5 Периодическим испытаниям подвергаются изделия, выдержавшие приемосдаточные испытания.
6.6 При периодических испытаниях проводят проверку изделий на соответствие требованиям 5.2.3; 5.5.1 и 5.3.2 в части определения температуры размягчения антикоррозионного покрытия и прочности сцепления его с металлом в объеме 0,5% изделий от партии.
6.7 Потребитель имеет право проводить контрольную проверку труб и фасонных частей по любому показателю качества, соблюдая порядок отбора изделий, приведенный в 6.3; 6.6, и применяя методы контроля, указанные в разделе 7.
6.8 Если при проверке хотя бы одно изделие по какому-либо показателю не будет соответствовать требованиям настоящего стандарта, то проводят повторную проверку по этому показателю удвоенного числа изделий из той партии.
При неудовлетворительных результатах повторной проверки партию изделий бракуют или проводят поштучную приемку изделий с проверкой показателей, по которым при повторной проверке были получены неудовлетворительные результаты.
Достоинства и эксплуатационная сфера чугунных труб
Как и любое другое изделие, чугунная труба имеет свои достоинства. Рассмотрим преимущества чугунных деталей перед современными пластмассовыми:
- они отличаются высокими прочностными характеристиками;
- чугунные трубы являются износостойкими;
- чугун обладает хорошими звукоизоляционными свойствами;
- детали из этого материала отличаются пожароустойчивостью;
- являются резистентными к температурным колебаниям;
- обладают низким коэффициентом растяжения.
Полезная информация! Регламентируются эти изделия соответствующей государственной документацией (ГОСТ). По ГОСТу чугунные детали для канализационных сетей лучше всего применять для монтажа внутри сооружений, в которых нагрузка превышает хозяйственные нормы.
Рассмотрим, в каких случаях рекомендуется прокладка труб из чугуна:
- на промышленных предприятиях, которые относятся к пищевой отрасли;
- на фабричных предприятиях;
- на фермах;
- в сооружениях, оборудованных под санатории (если имеется выход геотермальных источников);
- в сооружениях, оборудованных под здравоохранительные цели;
- в образовательных учреждениях.
Чугунные трубы применимы для подземных и наземных систем водоотведения
Чугунные трубы отличаются большим весом, поэтому их монтаж является довольно трудоёмким. Изделия с большими показателями сечения при монтаже требуют использования специальной техники.
7 Методы контроля
7.1 Глубину отбела и размеры отбеленного слоя (5.2.2) проверяют на выбракованных по другим показателям изделиях путем их раскалывания и замера глубины и размеров отбеленного слоя линейкой или штангенциркулем по ГОСТ 166.
7.2 Внешний вид и качество поверхностей изделий (5.2.1) и внешний вид антикоррозионного покрытия изделий (5.3.2) проверяют визуально без применения увеличительных приборов сравнением проверяемого изделия с эталоном.
7.3 Отклонения от размеров труб и фасонных частей (5.2.3-5.2.5) проверяют универсальными измерительными инструментами, обеспечивающими необходимую точность измерений. Измерения проводят в двух взаимно перпендикулярных направлениях. Среднее арифметическое значение результатов двух измерений считают наружным (внутренним) диаметром. При этом результат каждого измерения должен находиться в пределах допускаемых отклонений.
7.4 Проверку массы изделий и отклонения от нее (5.2.6) проводят путем взвешивания изделий на весах с классом точности не грубее 2-го.
7.5 Определение наличия и значения величины непрямолинейности труб (5.2.7)
7.5.1 Приспособления и инструменты:
— штангенрейсмас по ГОСТ 164;
— контрольная горизонтальная плита;
— две стальные призматические опоры одинаковой высоты.
7.5.2 Проведение проверки
На контрольную плиту устанавливают параллельно между собой на расстоянии друг от друга более половины длины проверяемой трубы две призматические опоры и на них укладывают трубу прогибом вниз. При помощи штангенрейсмаса с точностью до 0,1 мм измеряют расстояние от поверхности плиты до нижней точки трубы в месте ее наибольшего прогиба.
7.5.3 Подсчет результатов проверки
Значение отклонения от прямолинейности трубы на 1 м ее длины подсчитывают по формуле
, (1)
где — высота опоры, мм;
— расстояние от горизонтальной поверхности плиты до нижней точки трубы, мм;
— расстояние между призматическими опорами, м.
7.6 Температуру размягчения антикоррозионного покрытия (5.3.2) проверяют по ГОСТ 11506.
7.7 Прочность сцепления антикоррозионного покрытия с металлом изделия (5.3.2) проверяют путем нанесения на покрытие лезвием ножа надрезов в виде сетки с расстояниями между линиями надрезов не менее 40 мм.
Сцепление покрытия считают прочным, если при надрезах покрытие не будет отслаиваться.
7.8 Липкость антикоррозионного покрытия (5.3.2) проверяют при температуре окружающего воздуха от 15 до 30 °С путем легкого прижатия к покрытию изделия чистого листа писчей бумаги по ГОСТ 18510.
Покрытие считают нелипким, если после снятия бумаги на ней не остается следов покрытия.
Липкость покрытия проверяют не ранее чем через 24 ч после нанесения его на изделие.
7.9 Проверка герметичности труб и фасонных частей (5.2.8)
7.9.1 Приспособления, материалы и оборудование:
— стенд, оборудованный манометром с ценой деления не грубее 0,01 МПа (0,1 кгс/см);
— насос, создающий гидравлическое давление 0,2 МПа (2 кгс/см);
— заглушки (глухие и с патрубками).
7.9.2 Проведение проверки
Трубы и фасонные части в сборе располагают на стенде, и на ближайшее к насосу отверстие устанавливают заглушку с патрубком для присоединения к насосу, а на другое отверстие устанавливают заглушку с патрубком для слива воды. Если имеются другие отверстия, то на них устанавливают глухие заглушки. При помощи насоса испытываемый участок трубопровода заполняют водой, перекрывают вентилем или другим запорным устройством патрубок для слива воды и создают в нем давление не менее 0,1 МПа (1,0 кгс/см). Такое давление поддерживают не менее 15 с, в течение которых производят осмотр соединений участка трубопровода.
7.9.3 Результаты проверки
Участок трубопровода считают герметичным, если при его осмотре не будет обнаружено течи воды через его стенки или раструбные соединения, запотевания наружных поверхностей труб и фасонных частей.
Изготовление чугуна
Для изготовления чугуна применяют флюсы, руды, топливо.
Железные руды
Они являются основным видом сырья и содержат в своем составе химические соединения кислорода и железа. Кроме этого, в них содержатся пустые глиноземы, оксиды магния и кальция. Но на ценность руды последние соединения влияют мало, подходящим для обработки выступает тот образец, который имеет большее содержание железа. В самородке руды могут присутствовать и вредные примеси, понижающие ценность самородка, такие как фосфор и сера. На территории России добывают красный и бурый железняк.
Топливо
В качестве источника тепла применяют кокс, получаемый из коксующихся углей нагреванием в печах при температуре 1000–1150ºС без поступления свежего воздуха. Кокс является важной составляющей при плавке чугуна.
Флюсы
Они применяются как сырые материалы при плавке чугуна. Роль этих минеральных веществ состоит в том, чтобы понижать температуру расплавления пустых пород и выделять в виде шлака вредные вещества из сплава.
Топливо, руда и флюсы, объединенные вместе в определенных количествах, составляют так называемую, шихту. Размер кусков требуется 0т 2 до 4 см, поэтому крупные куски дробят, а мелкие спрессовывают до нужного размера. Рудные самородки с низким содержанием железа подвергаются предварительной подготовке к плавлению путем обогащения. Это позволяет снизить температуру плавления, повысить качество чугуна и уменьшить расход топлива.
Доменные печи
Представляют собой круглую печь шахтного образца. Она помещается в цельный металлический корпус, толщиной 2– 3 см внизу и 3,5– 5 см вверху. Внутри печи делается футеровка из глиняного огнеупорного кирпича. Конструкция печи включает шахту, колошник, горн, заплечики и распар.
Процесс обработки руды в доменной печи заключается в восстановлении оксидов железа, что происходит при выделении газов от сгорания кокса и опускания шихты. Образование железа происходит из оксидов при удалении влаги и процесса разложения карбонатов. В условиях доменной печи железо полностью восстанавливается и обогащается кислородом.
При постоянном сгорании кокса в шахтной печи происходит восстановление марганца, кремния, серы и фосфора. Повышение углерода происходит до уровня 4,5%. Такой обогащенный железный сплав получил название чугуна. Дальше он выливается в приемный ковш и поступает на заливку в чушки, или идет для наполнения форм в производственный цех.
Виды чугуна
По назначению получаемый чугун делят на литейный, передельный и специальный. Более 85% выплавляемого материала составляет белый чугун, который характеризуется повышенной твердостью и хрупкостью. Его используют для производства сталей.
Серый (литейный) чугун отличается высоким содержанием кремния и применяется для изготовления многочисленных деталей. Его разновидностью является легированные природные чугуны, выплавляемые из руд, в составе которых находятся хром, ванадий, никель и другие составляющие. Этот вид чугуна применяется для конструкционных целей. Чугунные трубы для канализационных трубопроводов изготавливают именно из этого вида сплава.
Специальные чугуны применяют для легирования сталей. Они содержат большое количество двух второстепенных компонентов.
Изготовление труб
Изготовление чугунных изделий предполагает использование одного из предложенных методов: литье с применением способа заливки в песчаную форму; способ центробежного непрерывного литья в формы и литья с перерывами; метод центробежного разлива де Лаво.
Современные чугунные трубы для прокладки коммуникации имеют градацию диаметров, начиная от 50 мм и заканчивая 1200 мм. Наименьшая толщина стены изготавливается 1 см. Длина готовых к продаже труб начинается от 2м и заканчивается 7 м, в зависимости от диаметра изделия.
Размеры чугунных труб определяют, используя значение номинального (внутреннего) диаметра изделия. Внутренний диаметр имеет наименование Dy, а наружный диаметр называют Dнар. Очень большое количество труб, имеющих внутренние диаметры от 5 до 40 см, характеризуются высоким показателем прочности. Их выпускают с гладкими краями и длиной 3м. Разъемные фасонные элементы выпускают длиной от 150 см до 3 м.
Несмотря на появление современных новых материалов для канализационных магистралей, чугунные трубы до сих пор пользуются спросом из-за прочности и длительного срока службы. Трубопровод из чугуна может служить долгие годы, непременным условием для этого является соблюдение технологии монтажных работ и выбор правильных изделий.
О безраструбных изделиях
Более трех десятков лет международной группой компаний Saint-Gobain производятся чугунные трубы sml диаметром 100 мм. На протяжении всего времени эти безраструбные устройства успешно конкурируют с коллекторами раструбного типа.
Существенное преимущество таких изделий состоит в том, что соединяют их между собой способом «стык в стык», используя для этого устойчивые к, различного рода, химическим воздействиям, хомуты. Наличие таких хомутов из нержавейки делает возможным легко переносить повышенные сторонние нагрузки.
Современные системы SML широко применяются во внешних и внутренних водосточных системах аэропортов, высотных зданий, офисов, складов, супермаркетов, подземных паркингов, больниц, вокзалов, других объектов, к которым предъявляются повышенные требования в плане шумо- и огнезащиты.
Кстати, если вы хотите своими руками провести замену, ремонт чугунных труб канализационной или водопроводной систем, то для надежного зажима советуем использовать откидные тиски Yato YT-6513. Купить надежный зажим для чугунных труб 100 мм в диаметре – это значит избавиться от возможного вращения трубы во время работы с ней.
Сколько весит Какая масса
На вес трубы значительно влияет её класс. Приведён в таблице вес одного метра, чугунной трубы класса А. Класс Б тяжелее, а класс ЛА легче на 10%. (приблизительно для быстрой оценки веса)
Таблица параметров чугунных канализационных труб с внутренними диаметрами 50 мм, 65 мм, 100 мм, 110 мм, 150 мм, 300 мм.
| Проходной диаметр, мм | внешний диаметр, мм | толщина стенки, мм | вес чугунной трубы в 1 м | количество метров в тонне |
| 50 | 65 | 6.9 | 8.6 | 110 |
| 65 | 81 | 7.4 | 12.4 | 80.6 |
| 100 | 118 | 8.3 | 20.8 | 48 |
| 110 | 130 | 8.5 | 22.5 | 43 |
| 150 | 170 | 9.2 | 33.7 | 29.6 |
| 300 | 326 | 11.9 | 85.2 | 11.7 |
Характеристики крестовин
При установке систем коммуникации главное не забыть учесть фактор разветвления труб. Применение крестовины под эти цели позволяет сохранить пространство и лучше всего применить материал. Разветвление происходит в 2-ух плоскостях. Документ 6942 имеет характеристики крестовин. Угол между ключевой и второстепенной осью составляет 87° 30? с возможным отклонением 1° 30?.
Необходимо обратить свое внимание! Масса прямых крестовин со смещенной осью отвода составляет 7,6 кг. Смещение оси происходит на 25 мм.
Характеристики косых крестовин при 60° с возможным отклонением 1° 30? приведены в таблице. Линейные размеры даны в сантиметрах.
Таблица 13
Символический проход: ключевой/отводов 10/5,0
Двухплоскостные крестовины согласно ГОСТ 6942 бывают в левом и правом исполнении.
Для чего нужно определять вес трубопровода
Вес 1 метра трубной продукции из чугуна необходимо знать, когда планируется проведение их оптовой закупки. Тогда трубы продаются тоннами. При этом масса одного изделия значения не имеет, поскольку метраж вычисляется наоборот, на основе данных о количестве метров в тонне. При розничной же покупке масса трубы не учитывается. Ключевое значение в данном случае имеют размеры чугунных труб. Искать вес изделий также необходимо для того, чтобы:
- определить грузоподъёмность автомобиля для перевозки;
- выяснить стоимость транспортировки;
- рассчитать трудозатраты на каждую смену;
- определить грузоподъёмность крана или погрузчика.
Важно! Некорректно произведённые расчёты могут повлечь аварии при перевозке чугунных трубных изделий или во время выполнения работ с ними. Например, искривятся балки, оборвутся подвески, порвутся стропы крана.
Без предварительных расчётов быть уверенных в 100-процентной успешности проведения работ нельзя.
Размеры
ГОСТ 9583-75, заменивший ранее действующий 9583-61, регламентирует типоразмеры и диаметры водопроводных труб; таблица ниже показывает все особенности изделий разных классов.
| Условный проход, мм | Наружный диаметр, мм | Толщина стенки, мм | Толщина стенки, мм | Толщина стенки, мм | Стандарты длины, м |
| 65 | 81 | 6,7 | 7,4 | 8 | 2;3. |
| 80 | 98 | 7,2 | 7,9 | 8,6 | 3;4. |
| 100 | 118 | 7,5 | 8,3 | 9 | 3;4;5;6. |
| 125 | 144 | 7,9 | 8,7 | 9,5 | 3;4;5;6. |
| 150 | 170 | 8,3 | 9,2 | 10 | 3;4;5;6. |
| 200 | 222 | 9,2 | 10,1 | 11 | 4;5;6. |
| 250 | 274 | 10 | 11 | 12 | 4;5;6. |
| 300 | 326 | 10,8 | 11,9 | 13 | 4;5;6. |
| 350 | 378 | 11,7 | 12,8 | 14 | 4;5;6. |
| 400 | 429 | 12,5 | 13,8 | 15 | 4;5;6;7;8;9;10. |
| 500 | 532 | 14,2 | 15,6 | 17 | 4;5;6;7;8;9;10. |
| 600 | 635 | 15,8 | 17,4 | 19 | 4;5;6;7;8;9;10. |
| 700 | 738 | 17,5 | 19,3 | 21 | 4;5;6. |
| 800 | 842 | 19,2 | 21,1 | 23 | 4;5;6. |
| 900 | 945 | 20,6 | 22,3 | 25 | 4;5;6. |
| 1000 | 1048 | 22,5 | 24,8 | 27 | 4;5;6. |
Обозначения в маркировке:
|
Область применения
Сборка системы водоотведения чаще всего проводится с помощью изделий из современных полимерных материалов. Трубы чугунные канализационные ГОСТ 6942-98 чаще встречаются на предприятиях промышленного направления, где в сбрасываемых водах может содержаться большое количество агрессивных веществ. Сюда относятся следующие объекты:
- Предприятия, где содержат и забивают скот.
- Предприятия, где производятся продукты питания.
- Фабрики и заводы.
Чугун используется при сборке следующих систем:
- Водопровод.
- Водоотведение.
- Теплоснабжение.
- Нефтепровод.
- Вентиляция.
От каких показателей зависит масса трубопровода
Как можно заметить из таблиц, вес трубных изделий в первую очередь определяется толщиной стенок. Чем последний показатель выше, тем масса больше. От других факторов практически ничего не зависит: например, если у трубопроводов класса А, Б и ЛА условный проход равен 100 миллиметрам, все равно труба типа Б будет весить больше по сравнению с другими разновидностями продукции.
Вес метра трубы может увеличиться, если оснастить изделие дополнительными деталями. Важную роль также играет тип соединений: к примеру, трубы диаметром 100 миллиметров с раструбами по массе будут отличаться от точно такой же продукции с резьбой.
И хотя различия между весом двух отдельно взятых трубных изделий незначительны, разница в массе станет ощутимой, если покупать продукцию оптом.
Если ответственно отнестись к выбору трубной продукции, проблем со сборкой системы не возникнет, а канализация или водопровод будут исправно выполнять свои функции в течение продолжительного времени.