Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Особенности технологического процесса
Технология пайки меди газовой горелкой во многом зависит от параметров присадочного материала. В зависимости от припоя, различают два метода соединения:
- Низкотемпературный. Применяется при работе с легкоплавкими сортами припоев. С их помощью выполняют монтаж домашнего водоснабжения, и ремонтируют трубки автомобильных газобаллонных установок. Температура пайки не превышает 400 Сº. Соединения, выполненные с использованием мягкого припоя запрещено эксплуатировать при температуре свыше 110 Сº. Технология не отличается особой сложностью, поэтому обладая соответствующими навыками, можно выполнить пайку своими руками.
- Высокотемпературный. Твердые сорта присадочных материалов используют на самых ответственных работах, поэтому чаще всего их применяют на массовом производстве. Кроме того, такой метод используется при сварке трубок кондиционеров. Их изготавливают из сплава, содержащего не менее 90 % меди и дополнительных добавок, включая серебро. Температура пайки варьируется в пределах 700-900 Сº.
Некоторые виды припоев
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Подбор и температурные параметры газовых горелок
Горелки для пайки медных труб – основной рабочий инструмент, с помощью которого нагревают соединяемые участки трубопроводов и расплавляют припой. Мощность и температурные параметры зависит от типа соединения и используемого присадочного материала. Для самых простых работ можно использовать обычные приборы, оснащенные несъемными баллонами с горючей смесью из пропана.
В случае отсутствия горелки, для монтажных работ можно использовать промышленный фен. Его температура достаточна для работы с легкоплавкими припоями на основе олова.
Рассмотрим наиболее распространенные типы горелок.
Типы
При выборе горелки в первую очередь необходимо обратить внимание на тип питания. Различают следующие виды:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом с соединительных рукавов и редукторов для работы с пропан-кислородным составом;
- Систему питания ацетиленово-кислородной смесью.
Механизм регулировки пламени – важная часть прибора. Контролируя температуру можно работать со всеми типами припоев.
К вспомогательному оборудованию горелок относятся следующие узлы:
- Розжиг от пьезы. Удобная функция компактных моделей существенно облегчает процесс запуска устройства.
- Отражатель пламени. Создает направленный поток горючей смеси, что позволяет направить его точно в зону нагрева.
- Обратный клапан. Отвечает за автоматическое прекращение подачи газа при отсутствии пламени.
Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.
Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек. Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты.
Чистоту пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.
Компоненты
Рассмотрим основные материалы, без которых не обходится процесс пайки.
Присадочный материал
Припой для пайки медных труб – это материал, параметры которого определяют технологию соединения.
Мягкие составы отличаются низкой температурой плавления. Ярким примером являются припой группы ПОС, в состав которых входят олово и свинец в различных пропорциях, а также добавки, улучшающие качество шва.
Главное отличие твердых припоев – высокая температура плавления, под действием которой получают качественное и надежное соединение. Специалисты рекомендуют использовать составы на основе меди. Это позволяет добиться наилучшего качества. Различные добавки позволяют регулировать температуру плавления. Например, наличие фосфора позволяет снизить показатель расплава до 700-750 Сº.
Существуют следующие формы выпуска:
- проволока;
- прутки;
- ленты;
- паста;
- порошок.
Флюс
Флюс подбирается, исходя из параметров припоя. Различают высоко- и низкотемпературный составы. Для твердых сортов припоя рекомендуют использовать техническую буру.
Паяльный флюс наносят после механической очистки труб, непосредственно перед проведением работ. При использовании активного состава, по завершению цикла следует смыть его остатки, во избежание повреждения поверхности.
Фитинги
Существуют множество типов фитингов, под различные цели и системы. Наиболее популярными являются:
- муфта;
- уголок;
- тройник.
Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.
Пайка меди
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
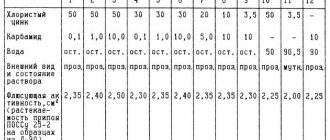
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы. Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала.
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
Длительность рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057. В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172. Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Ошибки при пайке
Начинающие мастера, не имеющие опыта соединения медных труб, могут допускать следующие ошибки:
- Слабый прогрев. Малоопытные специалисты боятся перегреть медные детали, что приводит к слабому прогреву поверхности. Результатом является низкая прочность соединения, которое разрушится при малейшей нагрузке.
- Перегрев. Противоположная ситуация, которая грозит выгоранием флюса с поверхности. Контактные элементы без защиты покроются окалиной, что негативно скажется на качестве соединения.
Для выработки необходимых навыков, рекомендует сделать пробную спайку на ненужных обрезках труб.
Требования техники безопасности
Технологический процесс протекает при высоких температурах, поэтому работник должен иметь представление об опасных факторах и основах безопасного выполнения работ:
- Работы проводят в помещениях с функционирующей вентиляцией;
- Необходимо использовать средства индивидуальной защиты, включающие в себя очки, перчатки и специальную одежду из натуральных материалов;
- Следует избежать попадания флюса на открытые участки кожи;
- Проверку качества спайки и визуальный осмотр проводят только после остывания труб.