Резьбовыми называют соединения составных элементов конструкции между собой, выполненные с применением крепежных деталей – болтов, винтов, гаек и шпилек. В качестве дополнительных комплектующих применяют различные виды шайб: плоские, одновитковые или двухвитковые пружинные, лапчатые, зубчатые и другие. Резьба на деталях, задействованных в разъемных неподвижных соединениях, называется крепежной или крепежно-уплотняющей. Ее выполняют путем нанесения на наружную или внутреннюю поверхность деталей винтовых канавок с соответствующим сечением их профиля Крепежная резьба
обеспечивает большую прочность и надежность, а крепежно-уплотняющая – дополнительно еще и герметичность соединений.
Функциональный аспект и назначение резьбовых соединений
Винтовая резьба определяется как гребень однородного спиралевидного сечения на внешней или внутренней частях цилиндра. Последние относятся к гайкам, а первые — к болтам, шпилькам или винтам.
Форма резьбы — это конфигурация в осевой плоскости или это профиль, состоящий из гребня, корня и боковин. В верхней части нитей находятся гребни, в нижней — корни, а соединяют их бока. Треугольник, образующийся, когда профиль нити расширяется до точки как на гребнях, так и на корнях, является фундаментальным треугольником. Высота основного треугольника — это радиально измеренное расстояние между гребнем и диаметром корня.
Расстояние, измеренное параллельно резьбовой оси, между соответствующими точками на соседних нарезках, считается резьбовым шагом. Унифицированные винтовые резьбы обозначены в числе витков на каждый дюйм длины. Это число полных нарезок, встречающихся в одном дюйме. Шаг метрической нарезки является расстоянием от двух соседних витков в миллиметрах.
На внутренней нарезке малый диаметр приходится на гребни, а большой — на корни. Если резьба внешняя, то большой диаметр находится на гребнях резьбы, а малый — у корней.
Угол фланка (бока) — это угол между фланком и перпендикулярной осью резьбы. Фланговые углы иногда называют «полууглами» нити, но это верно только тогда, когда соседние фланги имеют одинаковые углы, то есть нити симметричны. Унифицированные резьбы винта имеют угол фланка 30° и симметричны. Вот почему их обычно называют 60-градусными резьбами.
Диаметр шага — это диаметр теоретического цилиндра, который проходит через резьбу так, что расстояние между резьбовыми гребнями и корнями равно. При изготовлении болта с гайкой между сопрягаемыми резьбами намеренно создается зазор. Это разрешение известно как припуск.
Наличие припуска гарантирует, что при изготовлении резьбы между ними будет положительное пространство. Для крепежных деталей он обычно применяется к наружной резьбе. Допуски — это определенные величины, на которые допускается варьировать размеры для удобства изготовления. Фактически это разница между максимальным и минимальным разрешенным пределом.
Данный метод скрепления отдельных деталей приобрел популярность, поскольку обладает множеством преимуществ:
- высокой прочностью и длительным эксплуатационным сроком;
- возможностью создавать сборные/разборные конструкции;
- простотой и доступностью инструментов для монтажа/демонтажа;
- регулировкой силы затягивания;
- небольшим весом и габаритами крепежного элемента в соотношении с монтируемыми деталями;
- большим разнообразием видов соединительных компонентов.
Резьбовые соединения применяются для различных целей:
- обеспечения герметичности при внутреннем или внешнем давлении жидкости;
- создания достаточной жесткости конструкции при передаче внешних приложенных нагрузок;
- формирования хорошей геометрии, чтобы не увеличивать наружный диаметр или значительно уменьшать внутренний диаметр части конструкции.
Соединения, осуществленные благодаря резьбе, являются многоразовыми и могут использоваться в различных условиях. Соединения, основанные на методах сварки или склеивания, а также защелкивающиеся разъемы доступны тоже, но здесь они рассматриваться не будут.
В течение многих лет резьбовые соединения, с упругим уплотнительным кольцом или без него, были стандартом в бытовой, строительной и промышленной сферах. Все соединения, имеющие одну или несколько специальных характеристик, таких как: более высокая прочность, лучшие герметизирующие свойства, более быстрая подпитка, меньший наружный диаметр муфты, внутренняя обтекаемость и отсутствие углублений и т. д. в последние годы стремительно набирают популярность.
Обозначение резьбовых соединений на чертежах
При обозначении соединений на чертежах всех сфер строительства, промышленности и машиностроения, согласно ГОСТ 2311—68, за условность принято, когда линии в виде винта заменяют двумя линиями — сплошной тонкой и сплошной основной. При этом рисунок внутренней и внешней резьбы имеет такие особенности:
- Внутренние резьбовые соединения чертеж представляет главными сплошными тонкими линиями по внешнему диаметру и непрерывными линиями по внутреннему. Нарезка, отображаемая как невидимая, показывается штриховыми тонкими линиями одной и той же толщины по внутреннему и внешнему диаметрам.
- Наружные резьбовые соединения чертеж изображает основными непрерывными линиями по внешнему диаметру и непрерывными тонкими — по внутреннему. Обозначение резьбы показывает вид резьбы, номинальный диаметр, шаг (если она с мелким шагом), направление рези (если левая), поля допусков (табл).
Таблица резьбовых соединений приведена ниже.
Тип резьбы и номер стандарта (ГОСТ или СТ СЕВ)
(СТ СЕВ 1157-78)
Трубная коническая, ГОСТ 6211-69
R3/4, ГОСТ 6211-81 (внешний)
R3/4, ГОСТ 6211-81 (внутренний)
Метрическая резьба
Самым востребованным типом в общей классификации считается метрическая резьба, обладающая треугольной формой с равными сторонами. Поэтому в данном типе используется 60-градусный угол.
Резьба обладает шагом от 0,25 до 6 мм. Диаметр с внешней стороны, исходя из размера, достигает от 1 мм до 60 см. Представленный тип резьбы является стандартным для большинства современных крепежных элементов.
Вдобавок метрическая резьба может быть конической формы. Диаметр при этом колеблется в диапазоне от 6 до 60 мм, а конусность составляет 1 к 16. С помощью данного типа резьбы достигается максимальная герметичность соединения. Стопорные гайки с коническим типом применять необязательно, поскольку эффект стопора образуется самостоятельно.
Средства измерения параметров резьбы
Микрометр со вставками является основным устройством для замера среднего диаметра нарезки в машиностроении (его часто называют «нарезной микрометр»). Чтобы провести расчет резьбовых соединений, пользуются определением, в котором средним диаметром резьбы считают длину между параллельными сторонами витков, расположенными на противоположных сторонах оси нарезки, и измеряя перпендикулярно оси нарезки.
Отличие микрометра от гладкого микрометра МК в том, что на торцах его пятки и микровинта сделаны отверстия, в которых размещаются вставки. Когда прибор охватывает вставками реальную резьбу, коническая вставка входит во впадины, а призматическая охватывает виток. В этом расположении отсчет по шкалам барабана и стебля дает размер среднего диаметра измеряемой детали.
Микрометр со вставками имеет цену деления с=0,01 мм. Диапазон измерения – 25 мм, а границы измерения: 0-25; 25-50 и т. д., до 325-350 мм.
Микрометр от 0 до 25 мм устанавливается на «0» гайками вместе со вставками, возведенными до упора, а микрометры для измерения размеров более 25 мм устанавливаются на нижнюю границу измерения с приложенной к каждому прибору установочной меры. Вставки для замера среднего диаметра приложены парами к каждому микрометру: призматическая и коническая. Размер измерительных поверхностей каждой пары зависит от шага резьбы. Погрешность измерения микрометром со вставками составляет от 0,025 до 0,20 мм.
Дюймовая резьба
Она обладает профилем, имеющим треугольную форму с равными бедрами, а угол при этом составляет 55 градусов. Главной особенностью для людей, привыкших к метрической системе исчисления, является измерение диаметра в дюймах, а не в сантиметрах.
Резьбовый шаг зависит от числа витков, которое приходится на 1 дюйм. Такая нарезка не свойственна для стран СНГ, поскольку преимущественно используется на производственных предприятиях в Америке, Англии и некоторых других странах. Особенно часто она применяется при установке трубопроводов различного назначения.
Как и в предыдущем типе, дюймовые соединения могут выпускаться с конусообразной формой, благодаря которой достигается повышенная герметичность в состыкованном месте. Поэтому в использовании уплотнительных элементов обычно не возникает необходимости. Дюймовая нарезка конической формы активно применяется в гидросистемах, когда протягиваются трубы, имеющие сравнительно небольшой диаметр.
Замер средней резьбы методом трех проволочек
Замер среднего диаметра с использованием проводов осуществляется значительно точнее, чем микрометром со вставками. Размер проволоки подбирается так, чтобы образующие провода касались винтовой поверхности в зоне собственно среднего диаметра d2. Наибольший диаметр проволоки для метрической резьбы равен dnp=0,577Р. Пересчет из размера М на размер среднего диаметра d2 для метрической резьбы вычисляют по формуле d2=M-1,438dnp (метод измерения является косвенным).
Провода для измерения среднего диаметра производит инструментальная промышленность, выпуская их комплектами из 3 шт. Номинальные размеры проводов зависят от шага и составляют от 0,101 до 3,464 мм. Допустимые отклонения диаметра проводов от номинального размера ±0,5 мкм. Отклонение формы находятся в пределах допуска размера проводов. Особенно строго контролируется огранки поверхности проволоки. Погрешность измерения среднего диаметра с использованием трех проводов невелика и составляет 1,5-2 мкм. Средний диаметр калибров-пробок рабочих и контрольных измеряется только с помощью трех проводов.
Трубная резьба
Она обвивает условный цилиндр и производится в виде треугольника с равными бедрами и углом наклона в 55 градусов. Причем в верхней части гребней имеются закругления, придающие уникальные характеристики данному типу нарезки.
Это позволяет избавиться от зазоров в выступающих или впавших частях, обеспечивая более высокую степень герметизации в месте соединения отдельных деталей. Она, как и предыдущий вариант, является дюймовой, но ее диаметр может достигать от 0,06 до 6 дюймов. Шаг нарезки при этом составляет 11-28 витков.
В отличие от остальных типов дюймовых нарезок шаг у трубной считается сокращенным. Это сделано для того, чтобы достичь максимальной прочности, не допустив опасного уменьшения толщины стенок профильных металлических труб. Данный тип резьбы имеет цилиндрическую или коническую форму, которая будет обладать соотношением конусности 1 к 16.
Резьбы
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Классификация
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической.
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную, трапециевидную, прямоугольную, круглую, специальную.
Треугольная резьба подразделяется на метрическую, трубную, коническую дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные.
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки).
Рисунок 1. Классификация резьб
Профили и параметры резьбы
2.1. Профили резьбы
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
- метрическая резьба имеет профиль в виде равностороннего треугольника с углом при вершине 60° (Рисунок 2). Метрическая резьба бывает цилиндрической и конической;
- трубная резьба имеет профиль в виде равнобедренного треугольника с углом при вершине 55° (Рисунок 2). Трубная резьба также может быть цилиндрической и конической;
- коническая дюймовая резьба имеет профиль в виде равностороннего треугольника (Рисунок 2);
- круглая резьба имеет профиль в виде полуокружности;
- трапецеидальная резьба имеет профиль в виде равнобочной трапеции с углом 30° между боковыми сторонами (Рисунок 2);
- упорная резьба имеет профиль не равнобочной трапеции с углом наклона рабочей стороны 3° и нерабочей – 30° (Рисунок 2);
- прямоугольная резьба имеет профиль в виде прямоугольника (Рисунок 2). Резьба не стандартизована.
Рисунок 2. Типы и параметры резьб
2.2. Параметры резьбы
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР, где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
Назначение резьбы и ее элементы
Таблица 1. Обозначение и назначение резьб
| Тип резьбы | Буквенное обозначение | Назначение |
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) | Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 3). Этот участок с неполной резьбой называется сбегом резьбы. Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы. Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 3).
Рисунок 3. Нарезание резьбы на стержне
Метчик (Рисунок 4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы).
Рисунок 4. Нарезание резьбы в отверстии
На Рисунке 4 представлено глухое (несквозное) отверстие. На его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса условно принимается равным 120°, а размеры его на чертежах не наносятся.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски, коническая поверхность которой образует с осью угол 45°. Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей. Величина фасок определяется величиной шага резьбы (Таблица 3).
У метчика, как и у плашки, имеется коническая заборная часть и калибрующая часть. При нарезании резьбы метчиком будет иметь место сбег резьбы, определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы как сумма сбега и недовода резьбы.
Таблица 3. Зависимость параметров фаски от шага резьбы
| Размеры, мм | |||||||
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
| а) | б) |
Рисунок 5. Наружная и внутренняя проточки
Изображение и обозначение резьбы на чертежах
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
Резьбу изображают:
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 6,б).
| а) | б) |
Рисунок 6. Изображение резьбы на чертежах: наружная (а), внутренняя (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 7, 8), где lст — длина стержня на которой нарезается резьба, lсв — глубина сверления отверстия под резьбу.
Рисунок 7. Изображение видимой границы резьбы
Рисунок 8. Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Размер длины резьбы с полным профилем (без сбега l) на стержне и в отверстии указывают, как показано на Рисунке 7, 9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 30° (Рисунок 9,б).
| а) | б) | в) |
Рисунок 9. Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунок 10).
Рисунок 10. Изображение резьбового соединения
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 4, 11.
Рисунок 11. Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 12.
Рисунок 12. Нанесение размеров на коническую резьбу
Примечание. Знаком «*» отмечены места нанесения обозначения резьбы.
Крепежные резьбы
5.1. Резьба метрическая
Калибры для метрической резьбы
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004; диаметры и шаги — ГОСТ 8724-81 (Приложение А).
В условное обозначение входит буква М. Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
Обозначение: М20-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с крупным шагом; М20 LH-6g – то же левая; М20х1,5 LH-6g – то же с мелким шагом; М20х1,5-6Н – внутренняя резьба (в отверстии). Указание поля допуска резьбы обязательно.
5.2. Резьба трубная цилиндрическая
Калибры для трубной цилиндрической резьбы
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 2.
В условное обозначение входит буква G, размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 13).
Рисунок 13. Обозначение трубной резьбы
Таблица 5. Справочные данные о трубной цилиндрической резьбе
| Размер резьбы, дюйм | 1/4 | 3/8 | 1/2 | 3/4 | 1 | 1 ¼ |
| Условный проход, мм | 9 | 10 | 15 | 20 | 25 | 40 |
| Наружный диаметр трубы, мм | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Наружный диаметр резьбы, мм | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
5.3. Резьба трубная коническая
Калибры для трубной конической резьбы
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
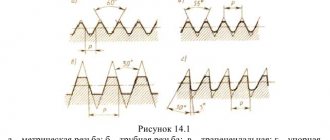
Профиль резьбы см. на Рисунке 2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
Рисунок 14. Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/2 – внутренняя.
5.4. Резьба коническая дюймовая
Калибры для конической дюймовой резьбы
Коническую дюймовую резьбу применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
5.5. Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
Ходовые резьбы
6.1. Резьба трапецеидальная
Калибры для трапецеидальной резьбы
Применяется на винтах, передающих возвратно-поступательное движение и осевое усилие. Резьба бывает однозаходной и многозаходной.
Профиль резьбы представлен на Рисунке 2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
6.2. Резьба упорная
Калибры для упорной резьбы
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль резьбы на Рисунке 2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
Трапециевидная резьба
Резьбовые спиралевидные профили с трапециевидными контурами. Они являются самыми востребованными формами, применяемыми для свинцовых силовых винтов. Главными преимуществами являются повышенная прочность и легкость производства.
Преимущественно встречаются в тисках или свинцовом винте токарного станка, а также в других устройствах, где требуется высокая нагрузка. Стандартные вариации включают многозначные, левосторонние и самоцентрирующиеся нити, которые менее склонны связываться под влиянием боковых сил.
Трапециевидный профиль обеспечивает максимально высокий уровень скрепления. Поэтому ее активно используют для сцепления конструкционных частей в механизмах, функционирующих под сильным влиянием динамических нагрузок, к примеру, в ходовых гайках, которые отвечают за фиксацию штоковых задвижек.
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.
Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Упорная резьба
Данная нарезка в рамках нормативных документов, регулирующих ее параметры, имеет форму трапеции с неровными боками. Одна из гребневых граней обладает уклоном в 3 градуса, а другая — 30.
С помощью упорной резьбы скрепляют детали, имеющие диаметр от 1 до 60 см. Резьбовый шаг составляет от 2 до 25 миллиметров. Как правило, с помощью данного типа резьбы соединяются компоненты, подвергающиеся в процессе использования существенным осевым однонаправленным нагрузкам. Особенности профиля способствуют довольно эффективному и продуктивному сопротивлению данному типу нагрузок.
Калибры для контроля резьбовых болтов и гаек
Калибры для контроля годности цилиндрических резьбовых соединений действуют как комплект жестких средств, осуществляющих контроль годности резьбы. Преимущество их состоит в том, что они обеспечивают полную взаимозаменяемость рези скручиваемых деталей. Все калибры делятся на две основные группы: для внешней и для внутренней резьбы. По принципу построения они делятся на непроходные и проходные, каждый из которых контролирует свою границу поля допуска, по форме поверхности – на нарезные и гладкие. Резьбовые соединения с полным профилем проходного калибра имеют контур номинального профиля и параметры, выполненные с высокой точностью.
Читать также: Сколько масла заливать в домкрат гидравлический
Резьба «Эдисона»
Профиль резьбы «Эдисона» складывается из дуг, характеристики которых прописаны в соответствующем ГОСТе. Стороны наклонены на 60 градусов, что делает нарезку более стойкой к износу механического характера. Поэтому срок службы таких соединительных деталей довольно высокий.
Поэтому ее довольно часто применяют для скрепления составных частей конструкций, где наблюдаются периодические усиленные нагрузки непостоянного характера. К примеру, она нередко используется в трубопроводной арматуре.
Если вам требуются крепежные изделия высокого качества и различных видов, то ассортимент магазина «Первый крепеж» непременно порадует. У нас огромное разнообразие крепежных элементов:
- гайки;
- шпильки;
- гвозди;
- хомуты;
- болты;
- винты;
- заклепки;
- анкеры и т. д.
Крупные оптовые заказы доставляются по всей России. При необходимости консультант компании ответит на любые вопросы, связанные с продукцией или работой магазина. Чтобы оформить предварительный заказ или уточнить какую-либо информацию, звоните по телефону 8-800-201-81-96 или закажите обратный звонок специалиста через специальную форму на сайте.
Материалы для изготовления
Фасонные элементы изготавливают из различных металлических сплавов и полимеров, но резьбовые фитинги делают только из металла, так как пластиковую резьбу легко повредить.
Современный сантехнический рынок предлагает следующие варианты соединительных элементов резьбового типа:
| Материал | Достоинства фитингов | Недостатки |
| нержавеющая сталь | подходят для труб из любых материалов, устойчивы к воздействию коррозии, низких температур, ультрафиолета, а также гидроударам, химическому и механическому воздействию, химически инертны и подходят для трубопроводов с питьевой водой, долговечны, мало весят; | высокая стоимость, прикипание при длительной эксплуатации без профилактики; |
| латунь с хромированием, бронза | низкая стоимость, простота демонтажа, прочность и устойчивость на уровне нержавеющей стали; | нельзя устанавливать на трубопроводы, транспортирующие рабочую среду с температурой выше 150ºС, без профилактики узел ослабляется, разбалтывается, теряя герметичность; |
| медь | устойчивы к температурному воздействию, коррозии и гидроударам, химически не взаимодействуют с рабочей средой; | высокая стоимость, не сочетаются с трубами из оцинкованной и хромированной нелегированной стали, |
| чугун | наиболее продолжительный срок службы, низкая стоимость; | большой вес, низкая устойчивость к коррозии, обрастание продуктами реакции с рабочей средой и снижение пропускной способности узла. |
Анализ основного механизированного инструмента
Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.
Читать также: Строение ротора асинхронного двигателя
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции – ручным, подвесным, передвижным и стационарным.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.