Задвижки для трубопроводов — вид запорной арматуры, служащий для отключения системы водоснабжения или ее части путем прекращения подачи транспортируемой жидкости. Механизмы предназначены для распределения потоков воды в нужных направлениях, регулирования давления, контроля расхода ресурса посредством изменения диаметра прохода.
Разновидности задвижек для трубопровода.
Разновидности конструкции клина
Принцип работы клиновых задвижек также зависит от типа затвора.
Он может изготавливаться в виде:
- Жёсткой, суженной к низу пластины. В этом случае клин представляет собой цельную деталь, принцип работы которой заключается в плавном опускании в нижнюю часть корпуса, находясь при этом в перпендикулярном расположении относительно оси трубопровода. Клин плотно прилегает к двум боковым седлам и прерывает движение рабочего вещества.Такая конструкция имеет ряд недостатков, среди них можно выделить:
1. опасность заклинивания; 2. трудности при поднятии клина в результате резких перепадов температур рабочего вещества; 3. сложную подгонку к сёдлам. - Двухдискового клина, состоящего из двух элементов, подвижно скреплённых между собой под углом друг к другу. Двухдисковый клиновой затвор является более совершенной конструкцией, чем жёсткий клин.Его принцип работы заключается в следующем: при закрытии задвижки диски поворачиваются относительно друг друга и плотно прижимаются к сёдлам, при открывании диски отходят от сёдел и освобождают отверстия для прохода рабочего вещества.Он обеспечивает высокую герметичность запорного органа, снижает риск заклинивания, требует меньшего усилия для закрытия. Его уплотнительные поверхности менее подвержены износу.
- Упругого запирающего органа. Конструктивно схож с двухдисковым клином, с одним отличием — его диски связаны между собой с помощью упругого элемента.Преимущества его принципа работы – это способность гнуться под напором рабочей среды и обеспечивать более плотную взаимосвязь с плоскостями уплотнительного материала при закрытии задвижки.Запорные устройства с обрезиненным клином имеют низкий крутящий момент при управлении и гладкий полный проход, благодаря чему в них не возникает сильного трения и большого износа запорных элементов.
Характеристики и требования
- Задвижки должны соответствовать требованиям ГОСТ 5762, ТУ и КД.
- Номинальные размеры от DN50 до DN1600 включительно.
- Номинальные давления от PN1,6МПа(PN16) до PN25МПа(PN250) включительно.
- Конструктивное решение задвижек, предназначенных для работы на вакууме, должно обеспечивать их герметичность относительно внешней среды и затвора при давлении до 0,004 МПа.
- В задвижках, предназначенных для работы на трубопроводах, на которых возможен нагрев находящегося в замкнутом объеме корпуса конденсата, должно быть предусмотрено устройство, исключающее повышение в них давления свыше допустимого значения.
- Задвижки с номинальным диаметром до DN150 включительно должны иметь клин жесткой конструкции, свыше DN150 до DN300 включительно – клин жесткой или упругой конструкции, свыше DN300 – упругой конструкции.
- Присоединение задвижек к трубопроводу: фланцевое по ГОСТ 12815, ответные фланцы по ГОСТ 12821.
- Испытание задвижек проводить согласно РД 26-07-263-86.
- Исполнение корпусов задвижек – полнопроходные.
Материал уплотнительных поверхностей деталей узла затвора должен обладать износостойкостью, обеспечивающей ресурсные показатели надежности задвижек. Скорость коррозии материала уплотнительных поверхностей деталей узла затвора – не более 0,05 мм/год. Если материал седел корпуса и контактирующих с ними деталей узла затвора не обеспечивает указанную скорость коррозии и требуемую износостойкость, то в стандартах (ТУ, КД) на конкретные задвижки предусматривают наплавку уплотнительных поверхностей коррозионно-стойкими износостойкими сплавами.
Седла задвижек допускается выполнять в соответствии со стандартами (ТУ, КД) на конкретные задвижки либо вместе с корпусом, либо вставными (с креплением на резьбе, запрессовкой, сваркой и другими методами).
Кстати, прочтите эту статью тоже: Клапан запорный (вентиль)
Затяжку резьбовых соединений задвижек проводят стандартным или указанным в ТК, КД на конкретную задвижку специальным инструментом без применения удлинителей. Конструктивно обеспечивают выступание концов болтов и шпилек из гаек не менее чем на один шаг резьбы.
Срезы соседних колец сальниковой набивки смещают при сборке на угол 90° ± 5°.
Конструкция задвижки должна обеспечивать блокировку одновременной работы привода и ручного дублера.
Сфера применения и преимущества
Очистка стоков: виды и принцип действия
Трубопроводные задвижки производятся в диапазоне диаметров от 15 до 2000 мм. Они предназначены для монтажа в системы с температурой рабочей среды до 550 градусов и давлением до 25 МПа включительно. Сфера использования задвижки непосредственно зависит от материала, из которого изготовлен ее корпус. Наиболее распространенные стальные конструкции могут применяться:
- в сфере жилищно-коммунального хозяйства для установки на трубопроводы центрального водоснабжения и отопления;
- в нефтегазовой и энергетической промышленности на транспортных магистралях;
- в производственных сферах на трубопроводах подачи парообразных, жидких и сыпучих веществ.
Также производятся задвижки в корпусах из нержавеющей стали, за счет устойчивости которой к коррозийным воздействиям они получили широкое распространение в химической и фармацевтической промышленности.
Конструктивные особенности задвижки не позволяют использовать ее в качестве регулирующей арматуры, запорный элемент всегда должен находиться в крайних положениях – “закрыто” либо “открыто”, в противном случае значительно ускорится износ уплотнительных поверхностей и, как следствие, рабочий ресурс конструкции.
Фланцевые задвижки с выдвижным шпинделем имеют следующие эксплуатационные преимущества:
- простота компоновки, надежность и ремонтопригодность;
- минимальное гидравлическое сопротивления;
- небольшая габаритная длина;
- возможность комплектации механизированными приводами гидравлического, электрического либо пневматического типа;
- простота установки и возможность быстрого демонтажа за счет фланцевого соединения.
Высота клиновой задвижки
Есть у конструкции и недостатки, основной из них – большая габаритная высота за счет шпинделя, длина которого идентична диаметру пропускного отверстия в корпусе. При открытии затвора шпиндель полностью выходит из корпуса, что требует наличия свободного пространства над трубопроводом.
Задвижка с невыдвижным шпинделем отличается от рассматриваемой нами конструкции тем, что ее шпиндель при открытии затвора совершает исключительно вращательное движение, тогда как выдвижной шток движется вращательно-поступательно. В сравнении с фиксированной арматурой конструкция с выдвижным шпинделем требует значительно меньших затрат времени на открытие.
К недостаткам задвижек также относится достаточно быстрый износ уплотнительных поверхностей на седлах и затворе за счет их постоянного трения, что требует частого планового ремонта, выполнить который без монтажа арматуры с трубопровода невозможно.
Принцип работы и особенности конструкции
Задвижки в большинстве случаев выполняются в полнопроходной конфигурации, предусматривающей одинаковое сечение пропускного отверстия корпуса по отношению к диаметру трубопровода, на который устанавливается арматура.
Клиновая задвижка двухдискового типа в разразе
Конструкция клиновой задвижки состоит из следующей элементов:
- Корпус (стальной, чугунный либо нержавеющий).
- Клиновидный запорный механизм.
- Два седла, в которые затвор упирается при перекрытии пропускного отверстия.
- Привод ручного либо механического типа.
- Шпиндель зафиксированный ходовой гайкой, направляющей его перемещение внутри корпуса.
При активации привода шток, вращаясь вокруг своей оси внутри ходовой гайки, опускается в низ и перемещает запорный механизм, который перекрывает пропускное отверстие. Герметизации отсечения рабочей среды достигается за счет покрытия затвора и седел эластичным материалом. В зависимости от типа покрытия выделяют несколько видов арматуры, наиболее часто встречается задвижка с обрезиненным клином и конструкции с затвором покрытым фторопластом.
Нижняя часть корпуса задвижки цельносварная, к ней винтами крепится крышка, из которой выходит шпиндель. На боковых частях корпуса расположены оборудованными фланцами присоединительные патрубки. Фланец представляет собой круглую стальную пластину, по периметру которой размещены посадочные отверстия под крепежные винты.
При монтаже арматуры на трубопровод наваривается ответный фланец, имеющий аналогичные размеры и шаг между винтами, что и фланец задвижки. Между пластинами размещается уплотнительная прокладка из резины либо паронита и фланцы стягиваются крепежами друг с другом. За счет уплотнительной прокладки обеспечивается максимальная герметичность соединения.
Что такое и где используются
Задвижки являются распространённым типом запорной арматуры, применяемой для полного перекрытия движения среды для проведения ремонтных работ в системе или техобслуживания сантехнических приборов. Ими оснащаются практически любые трубопроводы диаметром от 15 мм до 2 м в системах подачи горячей/холодной воды и нефтепродуктов, эксплуатирующихся с постоянным высокоскоростным движением среды под давлением до 25 МПа. Они обладают сравнительно простой конструкцией, небольшой строительной длиной, малым гидравлическим сопротивлением, пригодны для эксплуатации в условиях разной сложности, могут управляться вручную или с помощью электропривода.
Для отключения газового оборудования чаще всего устанавливаются задвижки типа «Лудло» с выдвижным шпинделем.
Если задвижки в основном используются в качестве запорных устройств, то водопроводные запоры выполняют обе функции трубопроводной арматуры. Они имеют возможность не только останавливать поток, но и регулировать расход воды. Однако они ограничены по допустимому значению рабочего давления — до 2,5 МПа.
Клиновые задвижки особенности
Запорная арматура для трубопроводов виды классификация
Главное достоинство клинового приспособления для перекрытия потока жидкости в водопроводной трубе – расположение седел под малым уклоном. Таким образом, подвижный элемент принимает форму жесткого, двухдискового или упругого клина. В любом случае в закрытом состоянии клин плотно входит между седлами, обеспечивая абсолютную герметичность системы. Выбирается же тип запорного элемента в зависимости от области применения.
Клин, состоящий из двух дисков, не требует максимальной точности при изготовлении (в отличие от жесткого элемента), при этом обеспечивая достаточную герметичность. Главный недостаток такого элемента – более сложная конструкция, влияющая на стоимость готового изделия.
Упругий клин сочетает в себе достоинства первых двух видов: простота конструкции и обеспечение герметичности в случае неточности при подборе устройства.
Главное достоинство параллельного приспособления (в сравнении с клиновым) – простота конструкции (детали, расположенные параллельно гораздо проще изготовить, а значит, вероятность погрешности и ошибки минимальна).
Параллельные водопроводные приспособления могут быть как с выдвижным, так и с не выдвижным шпинделем. Первый вариант является более долговечным, так как резьбовое соединение не контактирует с перемещаемой средой, второй – более компактный.
Диаметр проходного отверстия и длина устройства могут быть различными, поэтому вы всегда сможете подобрать оптимальный вариант для своей системы.
Задвижка Лудло
Задвижка Лудло – это параллельное двухдисковое устройство с распорным клином, повсеместно используемые во всем мире более 150 лет. Название устройства произошло от имени компании, которая впервые поставила его на рынок – Ludlow Valve Manufacturing Company.
Такие устройства изготавливаются исключительно из чугуна и отличаются предельной долговечностью (более 100 лет). В нашей стране производство налажено с 80х годов прошлого столетия в Санкт-Петербурге.
Основное достоинство такой системы – исключение контакта стальных деталей с перемещаемой средой, что положительно влияет на долговечность приспособления. Главное – при выборе шланговой арматуры – правильно подобрать марку резины. Выбор зависит от области применения, чаще всего такие приспособления используются на трубах, по которым перемещаются агрессивные и вязкие жидкости.
Устройство шиберной задвижки практически идентично параллельной. Единственное отличие – использование одного шибера вместо двух седел для перекрытия трубы. Такое устройство является наименее надежным из всех представленных, поэтому используется только в системах, не требующих абсолютной герметичности (например, канализация и другие системы с большим количеством примесей).
Эксплуатационные показатели работы
Вне зависимости от моделей задвижек установлены общие эксплуатационные показатели работы. К ним относятся:
- диаметр проходного отверстия ду – показатель варьируется от 50мм до 1200мм;
- номинальное давление pn – от 10 до 40 атмосфер (1,0-4,0 МПа);
- класс герметичности по затвору – А, АА, В, С, устанавливаемый в соответствии с положениями ГОСТа 9544-2015;
- тип присоединения к трубе – под приварку или фланцевое соединение, выполненное по ГОСТу 33259-2015;
- показатели температуры окружающей среды в соответствии с климатическим исполнением, которое определяется по ГОСТ 15150-69;
- нижние и верхние пределы температуры рабочей среды в зависимости от климатического исполнения;
- направление подачи среды
- тип привода – ручной, механический или электропривод (установочные размеры переходника по ОСТ 26-07-763-73).
Выбор задвижки для определенной рабочей среды, осуществляется по стойкости материала корпусных деталей к коррозионному разрушению. В соответствии с ГОСТом 9.908-85, скорость коррозии не может превышать 1мм в год.
Климатическое исполнение стальных и чугунных задвижек по ГОСТ 15150 отличается. Так для изделий из стали применяются исполнения:
- Т1 – эксплуатация при температурах в диапазоне от -100С до +500С;
- ТпУ1 – от -290С до +400С;
- У1 – от -400С до +400С;
- ХЛ1 – от -600С до +400С.
Чугунные изделия также классифицируются по ГОСТ 15150, но с другими маркировками (У, Т, УХЛ, ОМ).
Схема автоматического режима
Септик Росток: принцип действия, устройство и монтаж
Автоматическая схема управления задвижкой происходит без вмешательства в процесс оператора. Чтобы включить этот режим, перемещают переключатель 1ПУ в положение «Автомат». Также нужно передвинуть тумблер ВК во включенное положение. Выключатель 1ВБ нужно выключить, а 2ВБ — включить.
Команда подается в зависимости от величин параметров при помощи замыкания контактов 1РК или 2РК. Сигнал включает реле 1РП или 2РП. После этого магнитные пускатели получают соответствующую команду. Они выполняют либо полное открытие, либо полное закрытие задвижки. Контролируют команды благодаря загоранию ламп ЛО, ЛЗ.
В схему включен переключатель коррекции момента. Для обозначения действия применяется световая индикация. В некоторых моделях предусмотрен термовыключатель для защиты от перегрева. Они дополнительно оснащаются системой автоматического сброса. Ее следует подсоединить, чтобы сохранить гарантию на аппаратуру.
Тип привода
Согласно ГОСТ 5762-2002г., выпускаемые задвижки изготавливаются для трубопроводов, диаметром проходного отверстия от 15 до 1600 мм. Востребованными на производстве являются устройства, диметром условного прохода от 50 до 800 мм.
Такой разброс по типоразмерам обуславливает большую разницу в габаритах каждой модели. Для примера, масса задвижки с диаметром проходного отверстия ДУ 50 составляет не более 40 кг. А вот 800 мм модель весит порядка 3,5 т. Соответственно, использовать такой прибор с ручным механизмом неудобно.
Поэтому, заводы-изготовители комплектую арматуру разными приводами.
Бывают:
- ручные;
- механические;
- электрические;
- электромагнитные;
- пневматические;
- гидроприводные.
Визуально, гидропривод имеет сходство с пневматическим приводом. Отличаются они лишь управляющей средой: в первом используется жидкость, во втором, соответственно, газ (воздух).
Управляющая среда – способ воздействия на затвор. В нашем случае – это жидкость или газ.
Востребованными приводами являются ручные, с механическим редуктором и электрические.
Маркировка моделей, укомплектованных механическим редуктором: 30с564нж, 30с527нж. Цифра «5» обозначает тип привода – редуктор.
Модели, на которых устанавливается электропривод, маркируются цифрой «9». Например: 30с964нж, 30с941нж.
Аналогичным образом маркируется и чугунная арматура. Пример: 30ч906бр.
Установка электрических приводов осуществляется и на задвижки малого диаметра. Это обусловлено протяженностью трубопроводных систем. В этом случае, магистраль делится на участки, управляемые единым пультом.
При установке электропривода, надо руководствоваться типом присоединения привода, указанным в ГОСТе Р 55510-2013г. В паспорте изделия указывается максимальный крутящий момент. Для каждой модели он индивидуален. Невыполнение этих требований может привести к повреждению клина или утечке рабочей среды в атмосферу.
Виды
По конструктивному решению устройства подразделяются на:
- клиновые;
- параллельного типа;
- шиберные.
В параллельных задвижках чугунных фланцевых уплотнительные поверхности седельных элементов располагают параллельно. В составе затворного механизма 2 диска. Для достижения закрытого состояния элементы с помощью специального клина подтягиваются к седлам, останавливая пропуск химического либо газового состава.
В задвижках клиновых седла внутри корпуса расположены под наклоном. Затворный элемент выполнен в форме клина из плотного состава либо состоит из 2 дисков. Задвижки чугунные с обрезиненным клином применяются в конструкциях, требующих высокой герметичности, т.к. плотно фиксируют задвижку в закрытом состоянии.
Задвижка шиберная похожа по форме на параллельное устройство, однако снабжается 1 запорным диском. Конструктивное решение оптимально в трубопроводах с односторонним движением сред, не требующих высоких параметров герметичности запорного элемента. Агрегат монтируется в трубопроводных системах, перемещающих канализационные воды, пульпы, шламовые составы, воды с примесями и т.д.
Допустимое давление в изделиях может быть:
- высоким;
- средним;
- низким.
Устройства, функционирующие под невысоким давлением, снабжаются корпусом плоской формы.
Модели, работающие под средним давлением, имеют овальную форму.
Изделия, действующие под высоким давлением, снабжаются корпусом шарообразной конфигурации.
В соответствии с диаметром устройство может быть:
- полнопроходным;
- суженным.
Сниженное гидравлическое сопротивление устройства полнопроходного обеспечивается точной подгонкой диаметров трубы и задвижки.
Устройство суженное имеет диаметр меньше трубопроводного проема. Конструктивное решение способствует усилению гидравлического напряжения, при этом снижая изнашиваемость уплотнителей.
По способу управления различают системы:
- ручного типа;
- с электрическим приводом.
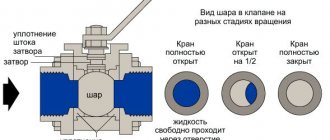
Задвижки ручного типа запускаются в движение с помощью маховика. Устройства применяются в системах с небольшим диаметром (до 150 мм).
Запорные устройства с электрическим приводом универсальны, однако наиболее часто применяются в крупногабаритных системах, размещенных в труднодоступном месте. Механизм оптимизирует работу, позволяя закрывать и открывать вентиль дистанционно.
Узловой механизм задвижки конструируется:
- с выдвижным шпинделем;
- с невыдвижным шпинделем.
Выдвижной шпиндель помогает уменьшить воздействие кислотно-щелевых составов на внутренние элементы запорного устройства. Конструктивное решение обеспечивает простой демонтаж и ремонт изделия. Ходовая гайка и резьба нанесены на внешнюю поверхность корпуса.
Шпиндель невыдвижного типа постоянно находится в кислотно-щелочной либо газовой среде. Элемент подвергается процессам окисления, коррозии, деформации от абразивных частиц. В рабочем состоянии доступ к элементу невозможен. Эксплуатационные условия приводят к быстрому износу изделия, требуется регулярная замена узловых соединений.
Правила монтажа
При установке задвижки в трубопроводную магистраль, рабочий персона должен:
- соблюдать правила проведения соответствующих работ на предприятии;
- нормы и правила охраны труда;
- иметь защитную одежду и приспособления (СИЗ);
- пройти аттестацию;
- иметь опыт работы по установке устройств запорной арматуры.
Порядок обучения работников предприятия правилам безопасности труда изложен в ГОСТе Р 53672-2009г.
Изделие до момента его установки должно находиться в заводской упаковке. Непосредственно перед монтажом задвижку надо проверить на работоспособность, совершив 3 цикла работы затвора. Также производится визуальный осмотр внешних и внутренних частей корпуса.
Перед установкой шпиндель (резьбу) надо смазать пастой марки ВНИИ НП-232, регламентированной по ГОСТу 14068.
Подвешивать изделие можно только за присоединительные патрубки.
Рисунок 10. Строповка
Порядок выполнения работ.
- Произвести отключение и сброс давления в трубопроводе.
- Произвести промывку системы водой.
- Очистить место установки от посторонних предметов и грязи.
- Произвести строповку изделия, согласно приложенной схеме к руководству по эксплуатации.
- Аккуратно, избегая ударение о трубопровод, подвести задвижку к присоединительным фланцам.
- Вставить шпильки во все отверстия фланца, предусмотренные конструкцией.
- Навинтить гайки на шпильки.
- Произвести затяжку гаек специальным ключом.
- Снятие строп можно производить только после полной затяжки арматуры на трубопроводе.
Изделия большого диаметра имеют большую массу. К примеру, 30ч539р Ру16 Ду1000 весит около 1,5 тонны. Поэтому при установке такого «гиганта» в магистраль, предусматривается опора. Монтаж с опорой на трубу строго запрещен.
Соединение с трубопроводом и монтаж
Существует несколько способов соединения задвижек с трубопроводом:
- При помощи фланцевого соединения — специального обода на краю запорного механизма, оснащенного отверстиями под болты по всему периметру. Такой же обод создается и на трубе, а соединение происходит посредством стягивания фланцев болтами и гайками. Соединение фланцевого типа используют на больших диаметрах, где используется чугунная или стальная система труб.
- На полиэтиленовых и ПВХ-трубах используется муфтовое соединение, которое реализуется путем завода элементов системы в края корпуса изделия с манжетным уплотнителем для обеспечения полной герметизации.
- Раструбное соединение используется в ПВХ- и полиэтиленовых системах, трубы заводятся в раструбы задвижки, в качестве герметика укладывают прокладку из манжетного уплотнителя.
- Самым надежным является сварное соединение, кроме того, оно позволяет установку задвижек непосредственно на трубах без дополнительных соединительных деталей.
При монтаже необходимо учитывать несколько главных правил: нельзя устанавливать запорный механизм маховиками вниз, нужно тщательно очистить места соединений от грязи, масла, ржавчины, во фланцевом соединении детали должны быть зафиксированы без перекосов.
Установка задвижек на металлические водопроводные трубы
Если необходимо установить запорный механизм на металлическую трубу, алгоритм действий выглядит так:
- Вырезается участок трубы, который будет соответствовать размерам устанавливаемой детали, концы срезов тщательно зачищаются и шлифуются.
- Дальнейшие манипуляции зависят от выбора соединения — либо нарезается резьба, либо навариваются фланцевые соединители.
- В первом случае герметизация происходит при помощи герметизирующих нитей, во втором — уплотнительными кольцами.
- Затем задвижку устанавливают в нужное место, при резьбовом соединении ее ввинчивают в подготовленную резьбу, а если стык оборудован фланцем, обе половины выравнивают относительно друг друга, совмещают отверстия, а затем заводятся болты и накручивается фланцевая шайба до полного сжатия.
Установка задвижек на пластиковые трубы
При монтаже на пластиковые трубы используется метод сварки по пластику. Предварительно подготавливают участок для установки запорной арматуры и просто фиксируют ее на трубопроводе, никаких уплотнителей и дополнительных манипуляций не нужно.
Установка задвижек на печные трубы
Задвижку на печную трубу устанавливают во время монтажа дымохода. Для начала нужно во время укладки кирпича оставить отверстие, соответствующее размеру арматуры, которую затем фиксируют при помощи цементного раствора.
Рекомендации по монтажу и полезные советы
Чтобы максимально увеличить срок эксплуатации, нужно правильно выбирать необходимый запорный механизм, технические требования, которые к ним выдвигаются, учитывать, водяная или газовая это система, и пр.
Если управление путем механического поворота невозможно, необходимо предусмотреть электрический привод с достаточным размером диаметров ДУ. Задвижки с электроприводом следует защитить от перепадов сети, т.к. после поломки ремонт таких элементов невозможен.
Не стоит выпускать из внимания необходимость тщательного изучения инструкции по монтажу и эксплуатации, т. к. качество установки напрямую влияет на срок службы изделия. Если уверенность в успехе самостоятельного монтажа недостаточна, лучше обратиться к специалистам. Особенно если это стальная задвижка со шпинделем выдвижным (его использование рекомендовано при перекачке абразивных веществ) или любой механизм на газовой системе.
Несколько рекомендаций по монтажу и полезных советов
Существует ряд правил, которым следует следовать при монтаже в обязательном порядке, а именно:
- запорная арматура не должна в момент установки и по окончанию монтажа испытывать внешние нагрузки, в том числе и от трубопровода;
- место установки должно быть доступно для дальнейшего проведения осмотров и техобслуживания;
- при монтаже на горизонтальном участке трубопровода запрещается располагать устройство маховиком вниз, на вертикальном участке — положение маховика может быть любым;
- запрещается разбирать устройство под давлением;
- перед установкой задвижки выполняют пропарку внутренних поверхностей горячей водой с последующей сушкой;
- перед задвижкой желательно разместить магнитно — резонансный фильтр;
- при открывании и закрывании задвижки штурвал следует поворачивать плавно, не допуская рывков;
- своевременно подтягивать втулку сальника;
- опрессовку трубопровода следует проводить при открытых задвижках.
Если у вас есть полезные советы по монтажу водопроводных задвижек, то поделитесь ими в комментариях. Подписывайтесь на наш канал, делитесь своим опытом с нами, а также в социальных сетях.
(
1 оценок, среднее: 5,00 из 5)
Устройства фланцевых задвижек
Несмотря на простоту, фланцевые клиновые задвижки обладают высокой эффективностью в ряду запорной арматуры. В зависимости от запирающего элемента определяется вид клиновой задвижки. Задвижка фланцевая получила свое название из-за своего исполнения: по бокам её находятся фланцевые диски, которые сопрягаются с такими же дисками на трубе.
У фланцев на задвижке и на трубе, диаметр и отверстия должны строго соответствовать, иначе их не соединить. Между фланцами обязательно устанавливается прокладка из паронита, резины или резинового кольца в зависимости от среды, находящейся внутри трубы
Такое исполнение клиновой задвижки делает её быстросъемной, что немаловажно при ремонте.
По устройству гайки клиновые изделия делятся на 2 категории: с выдвижной и неподвижной гайкой.
То есть, в первом варианте, при открывании или закрывании вентиля гайка двигается поступательно. Во втором варианте гайка остается на месте, а выдвигается винт. Во второй категории клиновые задвижки занимают меньше места и их используют при движении нефтепродуктов и других жидкостей, не вызывающих коррозию металла. В основном используются клиновые изделия с выдвижной гайкой.
По методу закрывания устройства делятся на задвижки:
- С ручным управлением. Закрытие вручную производится с помощью рукоятки или вентиля;
- С автоматизированным управлением. При таком закрывании используются, в основном электродвигатели с редуктором, и включаются они через пульт оператором. Гидравлические и пневматические приводы применяются реже, ввиду дополнительного подвода труб, приборов и пр.
Область применения
Задвижка относится к запорной арматуре. Ее используют для полного перекрытия потока рабочей среды в трубе.
В технологии работы разных предприятий, имеющих на балансе трубопроводные системы, встречаются процессы, осуществить которые без использования задвижки невозможно.
А вот в каких отраслях используется задвижка:
- городские коммунальные сети;
- нефтяная и газовая отрасль;
- судостроение;
- пищевая и строительная промышленность.
Практически любое выпускающее и эксплуатирующее производство, имеющее самую малую трубопроводную сеть, нуждается в устройствах запорной арматуры. Задвижка – самый распространенный ее представитель.
Принцип действия
Вне зависимости от типа все приспособления для перекрытия водопроводной трубы состоят из следующих деталей:
- Корпус с крышкой.
В корпусе находится полость, в которой размещены запорные элементы. В большинстве случаев корпус изготавливается из чугуна или стали, соединение с другими элементами инженерной системы происходит при помощи фланцев или посредством сварки. – возможность быстрой и простой замены элемента в случае поломки. Сварочный же шов является самым надежным способом соединения, поэтому чаще всего в системах водоснабжения применяется именно он.
- Запорный узел.
В состав запорного узла входит направляющая и затвор. Чаще всего направляющая является частью корпуса, что обеспечивает максимальную надежность данного приспособления и точность всех движений. Все детали изготавливаются из высококачественной стали, на затвор же дополнительно наносится слой специального покрытия, препятствующего образованию коррозии.
- Элемент управления.
Узел для управления состоит из винтового штока (вентиля), махового колеса и резьбовой втулки, при помощи которой крутящий момент преобразуется в поступательное перемещение затвора. Узел устанавливается в верхней части приспособления, причем все его элементы располагаются в собственном металлическом кожухе. Соединение с основным корпусом происходит при помощи фланцев.
входит бугельный узел задвижки
Работа трубопроводной задвижки происходит по следующему принципу:
- Оператор или электропривод приводит в движение маховое колесо.
- Благодаря резьбовому соединению приводится в движение шток.
- Шток перемещает затвор (данный процесс контролируется направляющей).
- Затвор перекрывает корпус, препятствуя перемещению жидкой среды в трубопроводе.
Для открытия затвора необходимо повернуть маховик в обратном направлении.
В большинстве случаев сильно изношенные водопроводные запорные устройства не подлежат ремонту, единственное верное решение – замена. Поэтому внимательно следите за правильностью ее применения.
Затворы водоснабжения
Затвор — это одна из модификаций запорных устройств, в которых управляющий элемент изготовлен в форме диска. Закрепленная на валу заслонка поворачивается, опускается в седло и перекрывает движение воды. Клапан в рабочем положении находится под углом или перпендикулярно транспортируемой жидкости.
Корпус механизма имеет усеченную цилиндрическую форму. Кожух изготавливают из чугуна, стали, полимеров и цветных сплавов. Конструкция арматуры включает в себя запорный орган, состоящий из двояковыпуклого металлического клапана и резинового уплотнительного кольца. Дисковые устройства приводятся в действие вручную при помощи рукоятки и автоматически посредством электропривода. При ручном управлении затвор с диском регулируется поворотом на 90° рычага, который крепится гайкой к штоку механизма.
Дисковые поворотные устройства могут применяться в системах водоснабжения, отопления и для подключения сантехнических приборов.
Дисковой затвор для трубопровода.
Затворы, в сравнении с задвижками, имеют небольшую длину, малый вес и ограниченное количество рабочих деталей. Корпус механизма изготавливают из материала с защитным покрытием, устойчивого к воздействию абразивных включений, которые могут находиться в рабочей среде.
Работа шиберной задвижки
Шиберные задвижки обладают способностью пропускать большие объёмы рабочих материалов, а также осуществлять фильтрацию, измельчение проходящих через них примесей и дозирование полезных компонентов.
Исходя из этих возможностей и особенностей принципа работы входящих в их конструкцию узлов, изделия широко применяются в системах отвода канализационных вод, в технологических трубопроводах химических, нефтегазодобывающих, строительных, целлюлозно-бумажных, горнодобывающих производств.
Шиберные задвижки типа ЗМС используются для перекрытия напорных линий в оборудовании фонтанного, устьевого и нагнетательного типа, манифольда буровых установок.
Внимание! Шиберные задвижки всегда устанавливаются в вертикальном положении, так чтобы ножевые пластины располагались перпендикулярно ходу рабочего потока. . Устройство и принцип работы арматуры шиберного типа
Устройство и принцип работы арматуры шиберного типа
Металлический шибер представляет собой плиту или острую отполированную и заточенную пластину, имеющую форму ножа или гильотины. На его острых концах установлены крепкие уплотнители (металлические или синтетические), повышающие износостойкость основной рабочей детали, особенно при функционировании в агрессивных средах с большим количеством крупных гранул и примесей.
При производстве уплотнителей используют синтетические материалы, стойкие к химическим воздействиям и перепадам температур:
- нитриловую резину;
- этиленпропилендиеновый каучук;
- эластомеры для горячих сред;
- кремнийорганическую резину.
Задвижки шиберного типа имеют простой и одновременно надёжный принцип работы.
Он заключается в передачи усилия от воздействия ручного, автоматизированного или механического механизма управления на шток или шпиндель, который в свою очередь приводит в движение шиберный элемент для полного или частичного перекрытия проходного отверстия.
Наглядно принцип работы шиберной задвижки показан на видео.
При этом шпиндель может иметь выдвижную и невыдвижную конструкцию. Герметичность выдвижного штока обеспечивается сальником, изготовленным из синтетических хлопчатобумажных волокон, графита и др.
Критерии выбора задвижек
Для правильного выбора запорной арматуры нужно знать полные характеристики системы:
- Тип и свойства перекачиваемой жидкости.
- Характер работы устройств.
- Величину гидравлических нагрузок.
- Температурный режим.
- Допустимые габариты.
- Вес механизма.
- Способ управления приводом.
- Оптимальная скорость срабатывания.
- Герметичность.
- Химическая активность жидкости, материал корпуса и уплотнительных деталей (коррозийная стойкость).
- Наличие аварийной системы с дополнительным источником энергии.
- Срок службы.
При подборе параметров нужно учитывать ремонтопригодность оборудования, а также возможность его дальнейшей модернизации и автоматизации.
Одним из определяющих факторов, влияющих на выбор задвижек, является их экономичность. Выбор арматуры нужно делать, учитывая цену устройства, затраты на его обслуживание, а также целесообразность приобретения в плане экономических показателей всего трубопровода.
Принцип работы и устройство
Представленное оборудование работает в разной рабочей среде (вода, пар, масло нефть и т. д.). При выборе того или иного агрегата нужно учитывать, для какой среды разработан конкретный механизм. Некоторые модели электроприводов для задвижки приводят конструкцию в два положения (открыто или закрыто). Но есть агрегаты, рассчитанные для работы в промежуточных положениях. Спектр положения их заглушек шире.
Изделие имеет корпус и фланцы. Соединение бывает параллельным, либо под углом. Дополнительную герметизацию обеспечивают уплотнители.
Задвижки оснащаются асинхронным электрическим двигателем (АСВ) с ротором короткозамкнутого типа. Мотор сочленен с червячным редуктором. Электропривод включает в себя выключатель ВП-700, а также ручной дублер.
Механизм оснащен поворотным диском. Он подает или перекрывает подачу внутренней среды (пар, вода масло и т. д.). За это отвечает контрольный блок и датчики. Запорный механизм приходит в движение только после получения соответствующего сигнала.
Движение заглушки обеспечивается штоком или шпинделем. Деталь образует вместе с гайкой резьбовую пару. Если шпиндель не выпирает, это оборудование не устанавливают на ответственном объекте. Ходовый механизм находится внутри, что усложняет его ремонт и обслуживание.
Механизм срабатывает из-за изменений температуры, давлениия или расхода жидкости трубопровода. Сигналом для перемещения заглушки может быть состояние насосов, вентиляторов.
Транспортировка и хранение
Перед тем, как задвижка поступит в продажу, она проходит выходной контроль с отметкой проверяющего в паспорте изделия (ОТК). После этого, прибор подлежит консервации с соблюдением требований, изложенных в ГОСТ 9.014-78.
Используемые варианты защиты:
- ВУ-1;
- ВУ-0.
Перевозка изделия к месту постоянного хранения или монтажа осуществляется строго в заводской таре. При этом должны выполняться требования по транспортировке и хранению, изложенные в ГОСТ 15150-69, пункт Ж1. Для перевозки задвижек с электроприводом выполняются требования пункта Ж2.
В процессе перевозки ящики с изделиями должны быть закреплены в транспортной таре (ж/д вагон, кузов автопоезда и т.д.). В процессе разгрузки на территории предприятия, нельзя бросать и кантовать (переворачивать) тару с задвижкой.
Если изделие подлежит постановке на длительное хранение, то выполняются все необходимые мероприятия по консервации, указанные в ГОСТ 9.014.
Хранить задвижку надо в заводской коробке, а при ее отсутствии, в схожей по габаритам и материалу изготовления чистой таре. При этом клин должен быть опущен в нижнее положение «закрыто», а присоединительные патрубки закрыты заглушками.
Рисунок 9. Тара
Такой порядок обеспечит сохранное хранение задвижки на долгое время. Дополнительно, каждые пол года изделие смазывается.
Изделия с разборным корпусом
Клиновые задвижки Hawle Е2 с упругим обрезиненным клином в разборном варианте производятся в коротком и длинном вариантах, оснащаются устройством для слива воды.
Благодаря особенностям конструкции изделие данной модификации позволяет выполнять профилактическую чистку системы, способно выдерживать длительную эксплуатацию при максимальном давлении среды и полностью совместимо с различными типоразмерами труб и видами электроприводов.
В обычной комплектации состоит из:
- Корпуса с крышкой, для изготовления которых используется ковкий чугун. Все поверхности снаружи и изнутри защищены от воздействия коррозийных процессов слоем полимера эпоксидной природы.
- Шпинделя из нержавеющей стали, имеющего на концах резьбу увеличенной длины.
- Запирающей детали клиновидной формы, отлитой из чугуна такой же марки, по обе стороны которой установлены отдельные манжеты из вулканизированного каучука. Также изделие укомплектовано устройством для слива (опорожнения) воды.
- Направляющих клина в форме вертикально расположенных цилиндров с пазами, изготовленных из стойкой к износу пластмассы. Их оптимальная форма конструкции позволяет обеспечить центрирование клина при закрывании и открывании.
- Закладной гайки из латуни с большой длиной резьбовой части, позволяющей чугунным задвижкам с обрезиненным клином безаварийно функционировать при воздействии на шток максимальных значений сил на скручивание.
- Втулки с сальниковыми уплотнителями.
- Внутренней резиновой манжеты, изготовленной из эластичного полимера, пригодного для подачи воды, предназначенной для питья.
- Болтов крышки. От коррозии их защищает специальная заливочная суспензия и резиновое уплотнение в местах соединения корпуса с крышкой.
- Защитного кольца из полиацеталя РОМ. Служит защитой от повреждений антикоррозийного покрытия во время транспортировки и опоры шпинделя от грязи.
- Подшипника или фрикционной шайбы (в зависимости от диаметра условного прохода).
- Пазового и центрирующего кольца.
Типы присоединения к процессу задвижек с обрезиненным клином разработаны в нескольких вариантах. Основные версии и их особенности представлены в таблице 2.
Таблица 2
| Номер п/п | № серии | Соединительные элементы | Особенности |
| 1 | 4000 Е2, 4700 Е2, 4010 Е2, 4710 Е2 | Фланцы | Производятся в длинном и коротком варианте. Закрытие осуществляется по ходу часовой стрелки или в противоположном направлении. |
| 2 | 4150 Е2 | Присоединительные фланцы разных диаметров(переходная) | Могут одновременно функционировать как запирающий механизм и как переходник, способствуя экономии стройматериалов, а также свободного пространства в точках соединений и ответвлений, где необходима установка переходников. |
| 3 | 4100 Е2, 4140 Е2 | Гладкие патрубки | Главное преимущество – оптимальное расположение направляющих клинообразной пластины, предназначенных для снижения сил трения, износа и усилий для закрывания. |
| 4 | 4500 Е2 | Раструбная | Для уплотнения раструба используется эластичный полимер, пригодный для поставок воды для питья. Замену О-образных сальников проводят согласно нормативам: до DN 200 – под давлением; от DN 250 – без давления |
| 5 | 4027 Е2 | Раструб и гладкий патрубок (безфланцевая) | Длина изделия регулируется обрезкой патрубков. |
| 6 | 4050 Е2, 4051 Е2 | Герметизированные и за вальцованные патрубки из полиэтилена | Их высокая степень герметизации обусловлена укомплектованностью 2-мя независимыми уплотнительными шайбами из эластомера и поддерживающей втулкой. При замене сальников можно не сбрасывать уровень давления в системе. |
| 7 | 4090 Е2, 4091 Е2 | Фланец и полиэтиленовый патрубок | Предназначены для инженерных систем из ПЭ труб. Замену сальников проводят без сброса давления. |
| 8 | 4040 Е2 | Патрубки для полиэтиленовых (ПЭ 90/100) и поливинилхлоридных труб | Для герметизации стыков с трубами используются уплотнительные манжеты, фиксацию выполняют посредством затягивания прижимного кольца. |
| 9 | 4041 Е2 | Фланец и патрубок для ПЭ и ПВХ труб | Герметизация стыков с трубами выполняется уплотнительными манжетами |
Цены на разборные клиновые задвижки в ООО «Сантехкомплект» немного выше, чем на цельные устройства. Так, например, задвижка фланцевая в коротком варианте Hawle Е2 ду100 ру16 клиновая стоит 265 долларов, Hawle Е2 ду150 ру16 – 370 долларов; в длинной версии цена Hawle Е2 ду100 ру16 клиновой уже составляет 315 долларов
Материалы изготовления
Для сравнения рассмотрим 2 популярные задвижки марок 30с41нж и 30ч39р.
Стальные задвижки
Корпус 30с41нж выполнен из стали, о чем говорит буква «с» в маркировке. Приставка «нж» на конце означает, что уплотнительные поверхности дисков клина и седел корпуса изготовлены из нержавейки.
Рисунок 4. Затвор 30с41нж
А вот из каких марок сталей изготавливаются остальные детали:
- Крышка и корпус 30с41нж отливаются из 25Л. Литера «Л» в марке обозначает, что это сталь литейная, а числовое значение «25» указывает на содержание в сплаве 0,25% углерода.
- Шпиндель изготавливается из 20Х13. В составе этой стали присутствует 14% хрома, что позволяет отнести этот сплав к коррозионностойким (нержавейка). 20Х13 относится к мартенситному классу с температурным режимом работы до 6000С.
- Диски клина и маховик отливаются из 25Л.
- Приводная гайка шпинделя – ЛС59-1 (латунь). Этот сплав относится к медно-цинковым с добавлением 1% свинца. Благодаря такому химическому составу, приводная гайка 30с41нж долгое время не подвергается механическим повреждениям при трении.
- Гайки, шпильки и болты фланцев изготавливаются из стали 35. Повышенное содержание углерода (0,35%) делает этот сплав отличным материалом для изготовления деталей, требующих точной обработки.
- Уплотнительные поверхности на клине 30с41нж изготавливают из нержавейки 13Х25Т. Эта сталь с повышенным содержанием хрома (до 30%) обеспечивает отличные показатели износостойкости. Сплав содержит 0,5% титана, что увеличивает срок службы затвора.
- Уплотнения на кольцах корпуса делают из нержавейки 08Х21Н10Г6. В химическом составе присутствует 10% никеля и 20% хрома. Такое содержание сплава обеспечивает высокое сопротивление к коррозии.
Уплотнитель сальника
Кроме металлических частей, в задвижке 30с41нж присутствует сальниковое уплотнение в виде набивки ТРГ. Этот материал предотвращает выход рабочей среды через сальник в месте входа шпинделя в корпус.
Рисунок 5. Виды набивки
ТРГ – это терморасширенный графит. Он выпускается в виде шнура или кольца. В трубопроводной арматуре может использоваться несколько его модификаций.
Вот о чем речь:
- ТРГ-100Л. Эта набивка армируется лавсановой нитью. Также существует модификация ТРГ-100ЛФ, дополнительно пропитанная смесью с содержанием фторопласта.
- ТРГ-101Н. Здесь в качестве армирующего материала используется нержавеющая проволока.
- ТРГ-102С. Материал армирования – стеклонить.
Стальные клиновые задвижки выпускает Сибирский завод трубопроводной арматуры «СибЗТА». В технологическом процессе изготовления применяются современные материалы. Один из них – термопластичный графит, используется в сальниковом узле для герметизации системы относительно окружающей среды. Добавление термопластов в состав позволяет набивке многократно переходить в вязкотекучее и высокоэластичное состояние. Это означает, что под воздействием высоких температур рабочей среды, уплотнение не изменяет своих качественных характеристик.
Чугунные задвижки
Модель 30ч39р изготавливается из чугуна марки GGG40 и GGG50. Применение этого металла позволяет корпусным деталям задвижки выдерживать давление на разрыв до 370 МПа.
В отличие от стальных изделий, она предназначена исключительно для работы в магистралях, по которым транспортируется горячая/холодная вода и пар.
Материалы изготовления деталей.
- Корпус, крышка, а также клин – GGG40/50.
- Шпиндель делают из 20Х13 или аналога 2Cr13.
- Уплотнение на клине – EPDM.
- Втулка на шпинделе делается из бронзы или латуни.
EPDM – это международная маркировка этилен-пропиленового каучука. Кроме этого уплотнения применяют Viton (фторкаучук) или Silicon (кремнийорганическое соединение). Первый имеет отличную стойкость к воздействию высоко-кислотных сред, второй же – отлично справляется с экстремальными и быстроменяющимися температурами.
Основным отличием чугунных задвижек от стальных, помимо металла корпуса, является использование резинового клина (EPDM, Viton или Silicon). Для воды такое исполнение является наилучшим, так как полностью исключается коррозия затвора.
Наличие аналогов на строительных рынках
К аналогам продукции компании Hawle относится запорная аппаратура с обрезиненным клином, производимая:
- Концерном AVK International A/S (Дания). В ассортимент входит запорная арматура ду 50 – 600 мм в короткой и длинной версии. В оснащение клиновых задвижек AVK может входить ручной штурвал, электрический привод(AUMA SA) или пневмопривод (FESTO)
. Для изготовления корпуса устройства используется высокопрочный чугун, на поверхности которого изнутри и снаружи наносится антикоррозийный полимерный состав. Материалом покрытия клина выбран EPDM. Предназначены для функционирования в системах с рабочим давлением 1,0 — 1,6 МПа и температурой содержимого вещества не выше +70 градусов. - Китайского производства под маркой IDRA. Их отличительными особенностями являются конструкция фторопластового сальника и более мелкий шаг резьбы шпинделя, благодаря которым ручной штурвал движется более плавно и без приложения значительных усилий. Максимально возможная температура содержимого вещества достигает 120ºС.
- Немецкой компанией GROSS, специалисты которой для изготовления корпуса запорных устройств используют высокопрочный чугун с добавлением сфероидального графита (ВЧШГ). Благодаря улучшенным свойства этого сплава, чугунные задвижки бренда GROSS по механическим и эксплуатационным характеристикам значительно превосходят изделия из серого чугуна и успешно конкурируют со стальными моделями 30с41нж.
Неплохим качеством обладают и чугунные задвижки 30ч6бр с выдвижным шпинделем российского производства (DN 50÷150 – PN:1,6 Мпа и DN 200÷3000 – PN:1,0 Мпа).
Внимание! При монтаже задвижки этого типа необходимо дополнительно устанавливать магнитно — механический фильтр, осуществляющий очистку рабочей жидкости. . Смотреть видео:
Смотреть видео:
Маркировка
Требования к маркировке и обозначениям стальных и чугунных задвижек можно найти в 3 документах.
- СТ ЦКБА 036-2017 – содержит таблицы фигур на каждую модель.
- ГОСТ 4666-2015 – содержит требования по маркировки и окраске.
- ТУ – локальный документ завода-изготовителя, содержащий дополнительные требования к маркировке и окраске.
Разберем на примере стальную задвижку 30с515нж. Согласно СТ ЦКБА:
- 30 – означает, что это задвижка;
- с – корпус выполнен из стали;
- 5 – указание типа привода (механический редуктор в данном случае);
- 15 – номер модели;
- нж – материал уплотнения на клине.
Если в середине обозначения указаны 2 цифры (30с15нж) то это означает, что привод у задвижки ручной. Цифра «5» перед номером модели указывает на механический привод. А вот цифра «9» (30с915нж) обозначает наличие переходника под электропривод.
Рисунок 8. Маркировка
По ГОСТу 4666, на корпусе задвижки должны присутствовать следующие данные.
- Товарный знак изготовителя. При отсутствии указывается название завода.
- Полное наименование по СТ ЦКБА. Например, 30с927нж.
- Давление номинальное.
- Диаметр номинальный.
- Уникальный заводской номер устройства.
- Дата выпуска.
Эти данные могут быть указаны как на корпусе устройства, так и на информационной табличке, прикрепленной к корпусу или крышке. При наличии электропривода, на него устанавливается отдельная информационная табличка.
Также завод-изготовитель дополнительно может указывать другую информацию об изделии, установленную в технических условиях на продукцию.
По согласованию с заказчиком возможна поставка изделий под электропривод и механический редуктор.
Наносятся обозначения на корпус задвижки методом литья или ударным способом. Информационная табличка может быть отпечатана типографским способом. Также таблички допускается изготавливать ударным методом.
Плюсы и минусы
Клиновые задвижки являются популярными как в промышленности, так и в сфере сантехнического оборудования. Это связано с такими преимуществами данных деталей:
- Комплектация простая. Конструкция проста в эксплуатации, ее легко устанавливать, осуществлять ремонт. Не понадобится много сил для открытия или закрытия задвижки. Кроме того, чтобы облегчить такие задачи, на крупных узлах устанавливают специальные редукторы.
- Строительная длина небольшая.
- Низкий показатель гидравлического сопротивления.
- Универсальность. Устройство применяют в различных системах с широким диапазоном скорости транспортировки рабочей среды, напора, объемов. Подобные детали подходят для работы с широким спектром веществ.
- Долговечность. За счет свойств материалов и простоты всей конструкции задвижки клиновидного типа прослужат долго и без перебоев. А если ремонт понадобится, то он не будет затратным или сложным.
- Герметичность.
- Возможность транспортировать вещества в обе стороны.
- Плавность закрытия. Клиновые задвижки обеспечивают защиту от гидравлических ударов, которые могут вызывать деформацию труб.
Но у таких деталей есть и недостатки:
- Большая высота установки. Это касается только клиновых задвижек со шпинделем выдвижного типа. Чтобы их открыть, требуется много места — высота должна быть больше диаметра труб.
- Процедура открывания-закрывания долгая. Из-за этого вся система менее оперативная, работать в некоторых ситуациях сложнее.
- Не подходит для рабочей среды, в которой присутствуют крупные твердые частицы.
- Уплотнители в механизме не отличаются износостойкостью. Из-за этого часто может требоваться ремонт, а это дополнительные расходы. Показатели износостойкости уплотнителей намного выше у задвижек со шпинделем выдвижного типа. Это связано с тем, что на них не влияет агрессивная среда.
- Допускаются невысокие перепады давления в затворе. Если будут сильные колебания такого показателя, то это повлечет сбои в работе механизма.
Иногда рекомендуется не использовать клиновые задвижки либо четко соблюдать правила эксплуатации.
Подготовка к проведению монтажных работ
В большинстве случаев конструкция задвижек отличается двунаправленностью, что позволяет монтировать изделие без учета направления потока вещества в системе.
Первое требование перед началом монтажных работ – провести разгерметизацию изделия, удалить защитные колпаки, устранить консервационную смазку, провести предварительный осмотр на предмет целостности и отсутствия инородных тел в технических отверстиях.
Крайне важно провести проверку работоспособности изделия. Для этого затворный механизм переводится в крайние положения.
Место монтажа тщательно готовится: очищается участок трубы, убирается мусор и грязь.
Подведем итоги
Разнообразие моделей задвижек позволяет решить главную задачу – обеспечить герметичность системы при необходимости произвести ремонт. Работы можно выполнить самому, но только если под рукой имеются все необходимые приспособления. Для резьбовых соединений потребуется токарный станок, что усложняет процесс.
Соединения с пластиковыми трубами не менее эффективны. Каждый случай имеет характерные особенности, но не представляют сложностей для людей, у которых имеются элементарные строительные навыки. Технология позволяет оснастить задвижкой горячий и холодный водопровод, отопительную систему, печную трубу, технические путепроводы. Все зависит от потребностей и целевого назначения. Место установки – точка ввода.
Установка арматуры на фланцы
Фланцы представляют собой элементы в конструкции запорного устройства, которые соединяются с такими же симметричными фрагментами трубы болтами. Замену запорных устройств на фланцевых соединениях выполняют следующим образом:
- Демонтируют все болты, а те, что не откручиваются, нужно срезать болгаркой.
- Удаляются загрязнения на фланцах, выравнивается рабочая поверхность.
- Устанавливаются новые прокладки между фланцами, и устройство стягивается болтами.
Основные правила при монтаже запорного оборудования:
- Очищается внутренняя поверхность трубопровода в месте проведения работ.
- Поверхность фланцев должна быть идеальной: гладкой, без трещин, царапин и сколов.
- Лучшим средством защиты от гидроудара станет установка обратного клапана.
- Если задвижка слишком тяжелая и большая, нужно предусмотреть дополнительную опору под нее. Это снизит риск перекоса и деформации места установки запорного узла.
Поворотные
Устройство такого типа называют дисковым поворотным затвором, при работе диск располагается в потоке вещества и перемещается по его направлению. Диски используются в системах с диаметром трубопроводов до 1200 мм. при температурах среды от -200 до +450 С. и давлении до 600 бар. Устройство имеет простую конструкцию, малые размер и массу, хорошо герметизирует перекрываемый канал, легко ремонтируется. К недостаткам относят высокое сопротивление потоку, работу только в одну сторону, невозможность использования в среде с повышенной вязкостью и загрязненностью.
Сальниковая набивка
В основном, на современных заводах арматуростроения, в качестве сальникового уплотнения применяют кольца ТРГ.
ТРГ – это терморасширенный графит, армированный разными материалами.
В качестве армирующего вещества ТРГ используется:
- проволока из нержавейки;
- хлопчатобумажная нить;
- стекловолокно;
- лавсан;
- инконелевая проволока.
Также для уплотнения сальника применяется асбестовый шнур АГИ. Его пропитывают специальным графитом.
Использование того или иного уплотнителя, определяет отрасль использования арматуры. К примеру, при уплотнении ТРГ, армированной проволокой из нержавеющей стали, разрешается эксплуатировать задвижки в агрессивных средах химпромышленности.
Шланговые
При транспортировке агрессивной химической среды в системе, задвижки должны иметь высокую защиту от коррозии — лучшим вариантом в этом случае является использование устройств шлангового типа. Узел имеет рабочий канал в виде эластичного гибкого шланга, который при перекрытии потока сжимается в средней части.
Рис. 11 Шланговый тип задвижки – принцип действия