Из металлопроката выпускается множество изделий, но самый востребованный номинал – труба тонкостенная, оцинкованная или стальная. Многофункциональное предназначение обусловлено их универсальностью и отменными эксплуатационными качествами. Эти изделия выпускаются по разной технологии, из разной стали, но их качество остается безупречным, благодаря стандартизации. Однако при выборе изделий важно ориентироваться в их сортаменте.
Тонкостенная труба — это востребованный материал для монтажа различных сетей и магистралей
Тонкостенная нержавеющая труба
Специфический стройматериал в виде тонкостенных нержавеющих труб отличается минимальной толщиной стенок и устойчивостью к различным видам высокотемпературного, агрессивного механического и химического воздействия.
Сфера применения
Уникальные эксплуатационные свойства тонкостенных труб высоко оценили во многих промышленных и хозяйственных областях. Они служат важным звеном различных инженерных сетей. Ограничение сферы использования связано лишь с высокой стоимостью продукции. Например, при монтаже отопительной, водопроводной системы и создании декоративных ограждений использование тонкостенных нержавеющих образцов не рекомендуется по причине нерентабельности. Бесшовные модели востребованы в авиационной, автомобильной, аэрокосмической отросли, в медицине, в строительстве, в химчисткой и пищевой области. Из тонкостенных элементов делают лестничные перила, козырьки, небольшие навесы. В мебельном сегменте преимущественным спросом пользуются электросварные аналоги.
Стандарты
Семейство тонкостенных труб представлено цельными (бесшовными) и сварными изделиями. При выпуске тонкостенных труб производители руководствуются нормативной технической документацией, соответствующей международным требованиям, в частности:
- ГОСТом 10498-82, разработанным для бесшовных образцов;
- ГОСТом 11068-81 — для электросварных вариантов,
- ГОСТом 9941-81 – для холодно- и теплодеформированной продукции.
Для превращения стальных заготовок-гильз в бесшовные тонкостенные трубы требуются мощные прошивочные прессы, прокатные станы сложной конфигурации и печи. Формирование электросварных изделий осуществляется из нарезанных штрипсов (стальных лент), соединяемых с помощью индукционной, лазерной или плазменной сваркой. На финишном этапе выполняются калибровка формы и параметров.
Сортамент бесшовной нержавейки представлен коррозионностойкими элементами, имеющих показатель соотношения наружного диаметра к толщине более 40. Образцы диаметром до 80 мм подвергаются термической обработке. При наличии изъянов поверхность шлифуется или растачивается.
Основную информацию о трубах можно почерпнуть из маркировки. Например, обозначение «Труба 70 вх0,5 овх4000 — 08Х18Н10Т ГОСТ 10498-82» содержит диаметр трубы, точность изготовления (особо высокую), марку металла 08Х18Н10Т, ГОСТ и длину в мм для мерных изделий. Мерный размер выражен цифрами 5,6, 7м, немерный — 0,75-12,5м. Точность изготовления труб бывает повышенной, высокой и обычной, отличающаяся показателем отклонения, кривизной и овальностью. Цвет продукции определяется маркой стали и варьируется от светлого до матово серого оттенка. Зеркальный блеск достигается благодаря электрохимической и механической обработке.
Электросварные трубы из нержавейки имеют наружный диаметр в пределах 8… 76мм ( до 102мм) и толщину0,8…1,8 мм (до 4 мм). Мерный параметр ограничен значениями 5-9 м, немерный – 1,5…9 м. Величина отклонений ограничена 15 мм. Все отступления и допуске прописаны в нормативе.
Достоинства тонкостенных труб
Продукция демонстрирует ее беспроблемную эксплуатацию в течение длительного времени, что обусловлено следующими особенностями:
- увеличенным внутренним пространством,
- эстетичностью,
- надежностью сварных швов,
- виброустойчивостью,
- прочностью и гибкостью, позволяющей огибать любые препятствия с минимумом соединительных фитингов;
- безопасностью для здоровья,
- возможностью использования труб меньшего сечения,
- обеспечением жизнеспособности систем в течение длительного времени.
Полированная продукция привлекает внимание потребителей
функциональностью, презентабельностью, долговечностью, декоративными характеристиками и отсутствием токсичных выделений. Популярность изделий обусловлена исключительно гладкой поверхностью, исключающей образование отложений и размножение бактерий, а также прочностью и антикоррозионной стойкостью.
Источник
Области использования продукции
Применение тонкостенных труб – черных, из любого другого сорта стали или металла – хотя и ограничено ввиду меньшей механической устойчивости продукции, тем не менее распространено на многие области промышленности.
Сферы применения изделий:
- гидравлические или пневматические узлы приводов автомобильной, авиационной и судоходной продукции;
- строительство жилых домов и промышленных сооружений;
- обслуживание жильцов, обустройство систем коммуникации;
- изготовление мебели и прочих предметов быта;
- энергетические предприятия, в которых есть работающие котлы;
- в быту, например, для устройства электропроводки.
Труба нержавеющая тонкостенная: характеристики, применение, ГОСТ
Трубы из нержавеющей стали занимают весомую часть рынка трубопроката. Они сочетают в себе прочность и огнестойкость при относительной дешевизне, чем не могут «похвастаться» ни дорогостоящие трубы из меди, ни пожароопасный пластик. Большие объемы выпускаемой продукции позволили довести технологические процессы практически до совершенства, поэтому в большинстве случаев готовые изделия отличает высокое качество и широкий спектр применения.
В основе производства нержавеющих труб лежат требования ГОСТ и технических условий. Нормативы определяют технологию производства, сортамент, допуски, правила приемки, методы испытаний и другие факторы, которые обязательно учитываются при изготовлении труб из нержавеющей стали. Рассмотрим подробнее виды труб и области их применения, а также факторы, определяющие рыночную цену на этот вид продукции.
Процесс производства бесшовных холоднодеформированных труб
Эти изделия должны соответствовать требованиям ГОСТа 8734-75.
В целом процесс изготовления таких труб идентичен вышеописанному, однако предусмотрены две важные технологические особенности:
- Полученная прошивкой гильза перед прохождением вальцов предварительно охлаждается, после чего, уже при пониженной температуре, подаётся на ролики. Вследствие этого требования в металле рождаются напряжения.
- Чтобы снять воздействие напряжений, по окончании всех стадий процесса производится дополнительная термическая обработка металла. В результате этого сталь снова становится достаточно пластичной и вязкой. После завершения термообработки проводится ещё одна калибровка на вальцах.
Производственные моменты: гибка своими руками или круглая с завода
Нержавеющая бесшовная труба изготавливается в ходе сложного и дорогого процесса, которые формируют заготовку на сложных прокатных станках, превращая ее в готовое изделие.
- Плоские заготовки сворачивают в трубы;
- Каждый край сваривается с помощью индуктивного тока, плазмы или лазера;
- Сварные швы проходят процесс зачистки;
- Затем очередь за калибровкой необходимых размеров и форм;
- Вихревые потоки контролируют швы.
После процедуры заготовка режется на куски с нужной длиной, и их отправляют на склады.
Сварной способ используется в изготовлении тонкостенных труб из нержавеющей стали, такой процесс кажется сложным на первый взгляд, но он куда проще, чем альтернативный вариант.
Совет: при покупке изделий обратите внимание именно на тонкостенные, их стоимость выше на 20- 40%, но и качество намного выше электросварных.
Виды тонкостенных изделий
Марка нержавеющей стали различная, для того, чтобы с этим разобраться, выясним, какие существуют виды бесшовных нержавеющих изделий:
- Круглая электросварная. Ее используют в сферах, начиная от машиностроения и системам снабжения воды или отопления; для дренажной системы; в производственных целях для бытовых аксессуаров кухни, ванной комнаты; для декора интерьера. Внешние поверхности делают шлифованными или зеркальными, они могут варьироваться от 600 см, и изготавливаются на заказ.
- Бесшовные тонкостенные горячего и холодного производства. У них высокая прочность, используют для систем снабжения воды, не протекают. Размер варьируется от 0,6*1 см до 0,54*11 см.
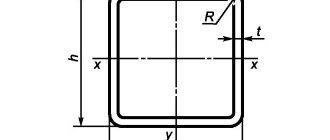
- Профильная прямоугольная или квадратная. Такие используют в разных сферах благодаря выдержке значительных нагрузок, способности сгибаться без потери уникального свойства. Размер варьируется от 600 см. Могут выпускаться в овальной форме с зеркальными или полированными поверхностями.
Совет: перед покупкой определитесь, для какой цели вы ее покупаете, при неправильном выборе придется менять или переделывать конструкцию.
Электросварные тонкостенные
В этом разделе речь пойдет о сварных трубах, которые на производстве изготавливают с толщиной стенок от 0,8 до 4 миллиметров, а их диаметр равняется 0,8-10,2 см.
- Мерная длина такой трубы изготавливается от 4,5 до 9 метров.
- Куски, кратные такому размеру производятся с припусками на каждый 4-6 мм.
- Мерная и кратная мерная длина, 11 % от общего веса с длиной 1,5-10 метров.
Нержавеющая тонкостенная труба, которую изготовили методом электро сваривания, подходит под ГОСТ допустимым отклонением (превышением) мерных размеров не больше чем на 1,5 см.
Особые моменты
Как уже было сказано выше, бесшовные трубы с тонкими стенками изготавливаются, и часто. Это не является теоретической вероятностью, а производственными моментами:
- Производство бесшовных труб с тонкими стенками возможно;
- Тонкостенные трубы изготовлены по ГОСТу 9941-81, предусматривающему изготовление труб с тонкими стенками не менее 0,02 см, имеется в виду холоднодеформированная труба;
- Изготовление стальных тонкостенных труб по ГОСТу 10498-82, стандарт изделия горячедеформированный с толщиной не менее 0,012 см.
- От 500 до 3000 см при диаметре от 0,4 до 0,6 см;
- От 500 до 5000 см при диаметре от 0,6 до 2,5 см;
- От 500 до 4000 см при диаметре более 2,5 см.
Тонкостенная труба из нержавейки имеет определенные стандартные размеры.
Процесс производства бесшовных горячедеформированных труб
Эта продукция на территории Российской Федерации должна отвечать требованиям ГОСТа 8732-78. Разумеется, можно приобрести не только продукцию, выполненную по ГОСТу, но и зарубежную, которая подпадает под действие стандартов страны-производителя.
Алгоритм производства продукции:
- Предварительно изготовленную штангу (заготовку формы цилиндра) подают в печь. Там она разогревается до температуры, при которой начинается рекристаллизация сплава или металла.
- Далее заготовку перемещают на прошивной пресс, где ей придают форму уже полого цилиндра – так называемой гильзы.
- Полученную заготовку постепенно пропускают сквозь ряд роликов (вальцов). Во время процесса гильза обретает равномерность толщины материала и требуемый сортаментом диаметр. При вальцевании внутри гильзы обязательно должна находиться оправка.
- После окончания процесса калибровки готовое изделие разрезают на куски нужной длины, после чего их упаковывают и отправляют на склад.
Размеры бесшовных коррозионностойких труб из сталесплава 12Х18Н10Т по ГОСТ 9941-81
В зависимости от толстостенности и диаметра прописанная в стандарте максимальная длина нержавеющего трубопроката находится в коридоре от 4 до 7 м. На предприятиях группы «ЧТПЗ» выпускают трубы коррозионностойкие следующих длин по ГОСТ 9941-81:
- немерной от 0,75 м до макс. стандартной длины – для изделий с толщ. стенок до 0,5 мм;
- немерной от 1 м до макс. стандартной длины – для изделий с показателем толстостенности 0,5-1 мм;
- немерной в диапазоне от 1,5 до 12,5 м – для изделий с толщиной ≥ 1;
- мерной – в пределах немерной и одновременно не более макс. стандартной величины с макс. допустимой погрешностью +15 мм;
- кратной мерной – в пределах мерной с припуском в 5 мм на рез и макс. величиной погрешности полной длины +15 мм. Мин. кратная длина – 300 мм.
По предварительному согласованию с клиентом на предприятиях группы «ЧТПЗ» изготавливается трубопрокат, чья мерная длина превышает стандартный максимум, предписанный описываемым ГОСТом.
Также допускается производство изделий длинее 12,5 м и труб диаметром 15 мм и стенкой ГОСТ 9941-Трубы нержавеющие холоднодеформированные
Межгосударственный стандарт ГОСТ 9941-81 регламентирует сортамент, технические требования, правила приемки, методы испытаний, маркировку, упаковку транспортирование и хранение труб бесшовных холодно- и теплодеформированных из коррозионно-стойкой стали общего назначения.
Сортамент
Согласно ГОСТ 9941-81 бесшовные нержавеющие трубы изготавливают диаметром от 5 до 273 мм с толщиной стенки от 0,2 до 22 мм. В таблице ниже указана максимально возможная длинна для каждого размера. В первом столбце указан наружный диаметр, в шапке – толщина стенки.
См таблицу. (откроется в новом окне)
К данной таблице есть ряд примечаний:
В случае, если отношение диаметра к толщине больше или равно 40 труба считается тонкостенной. Требования к такой трубе в части технических характеристик и предельных отклонений по размерам устанавливается нормативно-технической документацией.
Существуют ограничения по сортаменту в зависимости от стали, которая используется для производства. В случае если изделие изготавливается из стали марок 12Х17, 08Х17Т, 15Х25Т наружный диаметр не должен быть меньше 21 мм. Для сплава 06ХН28МДТ наружный диаметр должен быть в пределах от 14 до 85 мм и толщина стенки от 1 до 5 мм.
Предельные отклонения
Процесс производства трубы на прокатном станке является технологически сложным. Заготовку приходится формовать до размера полой гильзы и поэтому часто номинальные размеры, заявленные в документации, не соответствуют фактическим. ГОСТ 9941-81 определяет, какие отклонения являются допустимыми. Они составляют:
Размеры труб, мм
| Предельные отклонения при точности изготовления | |||
| обычной | повышенной | высокой | |
| По наружному диаметру | |||
| при диаметре от 5 до 10 | ±0,3 мм | ±0,2 мм | ±0,15 мм |
| при диаметре св. 10 до 30 | ±0,4 мм | ±0,3 мм | ±0,2 мм |
| при диаметре св. 30 до 95 | ±1,2% | ±1,0% | ±0,8% |
| при диаметре св. 95 | ±1,0% | ±1,0% | ±0,8% |
| По толщине стенки | |||
| при стенке 0,2 | ±0,05 мм | ±0,03 мм | – |
| при стенке от 0,3 до 0,4 | ±0,07 мм | ±0,05 мм | – |
| при стенке от 0,5 до 0,6 | ±0,10 мм | ±0,07 мм | – |
| при стенке от 0,7 до 1 | ±0,15 мм | ±0,10 мм | – |
| при стенке св. 1 до 3 | +12,5% -15% | ±12,5% | +12,5% -10% |
| при стенке св. 3 до 7 | ±12,5% | +12,5% -10% | ±10% |
| при стенке св. 7 | +12,5% -10% | ±10% | – |
Трубы, выделенне темно-желтым цветом в таблице, выпускаются только двух категорий точности: обычной и высокой. Для них установлены иные предельные отклонения:
| Размеры труб, мм | Предельные отклонения при точности изготовления | |
| обычной | высокой | |
| По наружному диаметру | ±1,2% | ±1% |
| По толщине стенки | ||
| при стенке от 1,5 до 2,5 | ±15% | 12,5% -15% |
| при стенке св. 2,5 до 4 | 12,5% -15% | ±12,5% |
Также уникальные предельное отклонения устанавливаются для труб, произведенных из стали 06ХН28МДТ. Они указаны в таблице ниже.
| Размеры труб, мм | Предельные отклонения при точности изготовления | |
| обычной | высокой | |
| По наружному диаметру | ||
| при диаметре до 30 | ±0,45 мм | – |
| при диаметре св. 30 | ±1,2% | – |
| По толщине стенки | ||
| при стенке до 3 | ±15,0% | – |
| при стенке св. 3 | ±12,5% | – |
Обычно изготовление труб производится по внешнему диаметру и толщине стенки. Но если потребитель желает, ГОСТ допускает изготовление по внутреннему диаметру и толщине. При этом допустимые отклонения оговариваются отдельно.
В случае если изделие получается чуть овальным, овальность не должна выводить диаметр за предельные отклонения по наружному диаметру.
Отклонения по кривизне также установлены. Кривизна на любом участке длиной 1 м не должна превышать:
- 1 мм – при диаметре от 5 мм и более, с толщиной стенки от 0,5 мм и более;
- 2 мм – при диаметре 15 мм и более, с толщиной стенки менее 0,5 мм.
- не регламентируется – при диаметре менее 15 мм, с толщиной стенки менее 0,5 мм. Эти трубы не должны иметь резких перегибов.
Классификация труб из нержавейки
- По способу изготовления: трубы нержавеющие электросварные;
- трубы нержавеющие бесшовные горяче- и холоднодеформированные;
- По обработке поверхности:
трубы из нержавеющей стали матовые;
- круглые;
- обычной;
Все поставляемые виды труб из нержавеющей стали (12Х18Н10Т, 08Х18Н12T, трубы AISI 304, 50×25 и др.) сертифицированы и изготовлены в соответствии со стандартами DIN и ГОСТ.
Купить алюминиевую круглую трубу
Купить трубу алюминиевую круглую в розницу и оптом в можно по самым демократичным ценам. Для этого вы можете связаться с нашими менеджерами по указанным на сайте телефонам или оформить онлайн-заказ. Алюминиевые трубы можно забрать самовывозом со склада компании в Московской области или заказать доставку в любой регион России и стран СНГ. В компании работает собственный автопарк для доставки заказов по Москве, МО и крупнейшим регионам России, также мы сотрудничаем с ведущими транспортными компаниями РФ.
Сочетание коррозионной устойчивости, жаростойкости и жаропрочности труб из 12Х18Н10Т
Жаростойкость труб из нержавеющей стали 12Х18Н10Т обеспечивает устойчивость их поверхности при работе в низконагруженном либо ненагруженном режиме к химической эрозии в газовых средах, имеющих температуру более 550°C. Для данного сплава максимальная температура эксплуатации металлоизделий составляет 800°C (до 10 тыс. часов). При 850°C в воздушной среде на поверхности трубы начинается интенсивное образование окалины. Сталесплав 12Х18Н10Т неустойчив в серной среде.
В соответствии с характеристиками жароустойчивости коррозионностойкие трубы находят применение в теплообменниках, кузовных элементах, электродах искросвечей, функциональных элементах систем выхлопа. Они также применяются при невозможности использования труб, из безникелевых сталесплавов.
Коррозионностойкие бесшовные трубы по ГОСТ 9941-81 находят применение в сосудах, агрегатах и трубопроводах под давлением, используемых в температурном диапазоне –196…+600°C, а с агрессивной рабочей средой – до +350°C.
Вы можете оформить заказ в каталоге
или по телефону
8 800 2345 005
Расчет веса трубы
Часто потребитель сталкивается с необходимостью расчета веса погонного метра трубы. Это можно сделать используя специальные калькуляторы металлопроката, которые можно найти на нашем сайте или на многих других специализированных сайтах в интернете. В стандарте указана следующая формула расчета веса:
Масса=3,14/1000*((Диаметр – Толщина)*Толщина*Плотность)
Масса метра как правило измеряется в килограммах. Для вычислений плотность стали необходимо брать из следующей таблицы.
| Марка стали | Временное сопротивление | Относительное удлинение | Плотность |
| не менее | |||
| 08Х17Т | 372 (38) | 17 | 7,70 |
| 08Х13 | 372 (38) | 22 | 7,70 |
| 12Х13 | 392 (40) | 22 | 7,70 |
| 12Х17 | 441 (45) | 17 | 7,70 |
| 15Х25Т | 461 (47) | 17 | 7,60 |
| 04Х18Н10 | 490 (50) | 45 | 7,90 |
| 08Х20Н14С2 | 510 (52) | 35 | 7,70 |
| 10Х17Н13М2Т | 529 (54) | 35 | 8,00 |
| 08Х18Н12Б | 529 (54) | 37 | 7,90 |
| 10Х23Н18 | 529 (54) | 35 | 7,95 |
| 08Х18Н10 | 529 (54) | 37 | 7,90 |
| 08Х18Н10Т | 549 (56) | 37 | 7,90 |
| 08Х18Н12Т | 549 (56) | 37 | 7,95 |
| 08Х17Н15М3Т | 549 (56) | 35 | 8,10 |
| 12Х18Н10Т | 549 (56) | 35 | 7,95 |
| 12Х18Н12Т | 549 (56) | 35 | 7,90 |
| 12Х18Н9 | 549 (56) | 37 | 7,90 |
| 17Х18Н9 | 568 (58) | 35 | 7,90 |
| 08Х22Н6Т | 588 (60) | 20 | 7,60 |
| 06ХН28МДТ | 490 (50) | 30 | 7,96 |
Все расчетные значения для труб нержавеющих бесшовных в нашей базе данных произведены с учетом данных требований по вышеуказанной формуле! Плотность стали для базовых расчетов принималась равной 7,85, что соответствует нормам ГОСТ.
Длина
Часто у покупателя возникает вопрос относительно длины. В стандарте по этому поводу указано, что допускается изготовление труб:
- Мерной длины – в пределах немерной. При этом длина не должна превышать значения, указанные в таблице 1 ГОСТа. Отклонение по длине при этом не должны превышать +15 мм. Допускается изготовление труб длиной более указанных величин, но только при соответствующем согласовании изготовителя и потребителя.
- Длины, кратной мерной – в пределах мерной. При этом допускаются припуски 5 мм на каждый рез. Отклонение по длине не должно быть больше 15 мм
- немерной длины с толщиной стенки до 0,5 – допускается изготовление труб длиной от 0,75 метров до величины указанной в таблице 1. При этом в партии допускается не более 6% изделий длиной от 0,5 до 0,75 метров.
- немерной длины с толщиной стенки от 0,5 до 1 мм – допускается изготовление труб длиной от 1 метра до величины указанной в таблице 1. При этом в партии допускается не более 6% изделий длиной от 0,75 до 1 метра.
- немерной длины с толщиной стенки более 1 мм – минимальная длина 1,5 метра, максимальная длина 12,5 метра. При этом в партии допускается не более 6% изделий длиной от 0,75 до 1,5 метров.
Возможен выпуск труб длиной более 12,5 метра, но только в случае согласования изготовителя и покупателя.
В случае согласования на выпуск труб с длиной, превышающей установленные в таблице 1, необходимо помнить, что трубы диаметром до 25 мм не могут быть длиннее 16 метров.
Отличие от горячедеформированных
В соответствии с данным стандартом, трубы производят методом холодной или теплой деформации. Как вы знаете, существуют нержавеющие бесшовные трубы, изготовленные по ГОСТ 9940-81 методом горячего проката. Отличие от холоднодеформированных состоит в способе изготовления. При холодной деформации заготовку подвергают формовке без предварительного нагрева до высокой температуры. Так как отсутствует нагрев, полученная труба не подвергается температурным деформациям и как следствие выходит более точная и равномерная.
Фактические размеры труб, произведенных по ГОСТ 9941-81, получаются гораздо более точными, чем при горячей формовке. Допустимые отклонения по размерам как правило меньше. Поэтому если для целей проекта нужна повышенная точность изготовления, выбирайте холоднокатаные изделия.
Основным минусом таких труб является их более высокая цена. Они как правило дороже, чем горячекатаные. Однако, некоторые проекты требуют именно такие изделия. Поэтому если для проекта точность изготовления не является критически важным фактором, предпочтение целесообразнее отдать горячедеформированным из за их меньшей цены.
Технические характеристики
Существует три метода производства нержавеющей тонкостенной трубы:
- Электросварным методом (электрической дугой в среде инертного газа, либо высокочастотными индукционными токами), в данном случае изготовление нержавеющих стальных труб регламентируется ГОСТ 11068 – 81. Сортамент электросварных труб включает в себя изделия, имеющие наружный диаметр от 8 мм до 102 мм, и толщину стенок от 0,8 мм до 4 мм, соответственно диаметру. Изготавливается электросварная труба отрезками мерной длины от пяти до девяти метров и немерной длины от полутора до девяти метров;
- Холодным деформированием (в качестве заготовок используются горячедеформированные трубы), в данном случае изготовление нержавеющих стальных труб регламентируется ГОСТ 9941-81. Сортамент нержавеющих стальных труб включает в себя изделия, имеющие диаметр от 5 мм до 273 мм, и толщину стенок от 0,2 мм до 22 мм. Мерная и немерная длина изделий определяется по таблице, указанной в госте, исходя из диаметра изделия и толщины стенок.
- Горячим деформированием (из разогретого, до температуры рекристаллизации, стального монолита в форме цилиндра, при помощи специального пресса изготавливается гильза, которая затем посредством вальцов приобретает необходимую форму и параметры, калибруется и нарезается на отрезки нужной длины). В данном случае параметры изготавливаемых нержавеющих стальных труб регламентируется ГОСТ 8732-78, согласно которому сортамент стальных нержавеющих труб включает в себя изделия, имеющие диаметр от 20 мм до 530 мм, и толщину стенок от 2,5 мм до 75 мм. Изготавливается труба отрезками немерной длины в диапазоне от четырех метров до двенадцати с половиной метров, мерной длины в пределах немерной.
Тонкостенные изделия для электрической проводки
При выборе электротехнических тонкостенных стальных труб в первую очередь нужно отдавать себе отчёт, обеспечит ли сечение изделия прокладку всех необходимых проводов и кабелей без нанесения вреди электрической изоляции. Для таких целей популярными остаются электротехнические гофрированные трубы, которые отличаются надежностью в эксплуатации.
Помимо этого, крайне важно, чтобы внутренняя поверхность была максимально гладкой, без всяких дефектов (швов от сварки, заусенцев, инородных вкраплений и т.д.) в противном случае также возрастает угроза повреждения изоляции проводов и, как следствие, короткого замыкания и нанесения вреда здоровью жильцов.
Технологии производства
Различают бесшовные тонкостенные трубы и изделия, изготовленные с использованием сварного соединения. Бесшовная технология производства тонкостенных труб из нержавейки предполагает применение мощных прессов, при помощи которых цилиндрическая заготовка из нержавеющей стали превращается в трубу с геометрическими параметрами, соответствующими всем требованиям нормативного документа.
Сварные тонкостенные трубы, для которых используется нержавеющая сталь, производятся следующим образом.
- Заготовку из нержавеющей стали, которая изначально имеет плоскую форму, сворачивают в трубу.
- Края трубной заготовки, формирующие стык изделия, сваривают при помощи индукционной, плазменной или лазерной технологии.
- Сварной шов, сформированный на поверхности трубы, зачищают.
- Для того чтобы тонкостенная труба, изготовленная по данной технологии, приобрела требуемые геометрические параметры, ее калибруют на специальном оборудовании.
- Чтобы проверить, насколько герметичным является сформированный сварной шов, его подвергают тесту с использованием вихревых токов.
- Сформированные и сваренные трубы из нержавеющей стали разрезают на отрезки определенной длины и отправляются на склад.
Производство электросварных труб из нержавеющего штрипса
Следует отметить, что технология производства тонкостенного стального трубопроката из нержавейки, предполагающая использование сварки, позволяет на 30–50% снизить себестоимость таких изделий, если сравнивать с бесшовным методом. В связи с этим такие трубные изделия производят преимущественно с применением сварки.
Последовательность действий при сварке
- После нарезания фасок торцевые части труб зачищают.Нижнюю часть сваривают потолочным швом. Электрод располагают перпендикулярно поверхности.Боковые поверхности обрабатывают вертикальным швом. Электрод направляют вверх.Заканчивают первый шов в верхней части трубы.После очистки от шлака, процедуру повторяют, для получения качественного шва необходимо два прохода.
При сварке оцинкованных изделий используют флюс HLS-B, а место обработки предварительно протирают кислотой. В процессе работы сварщик надевает респиратор, при нагреве цинка выделяются вредные газы.
Чтобы согнуть трубу, используют трубогиб гидравлический или электрический. Гидравлический гнет методом выдавливания, в этом случае образуется залом, при слишком большом усилии труба рвется. Электрическое приспособление создает радиус скругления при вращении сегмента, получается плавный и качественный изгиб.
Производство
В соответствии с требованием ГОСТ 28 548−90, бесшовная труба должна производиться методом прокатки, ковки, волочения или прессования без сварных швов по всей длине, поскольку самый качественный шов не может исключить протечку. Наиболее часто применяемая сталь — 10Х17Н13М2Т (AISI 316Ti) Аналог — 08Х17Н13М2Т. По соотношению толщины стенки и внешнего диаметра все стальные круглые трубы делятся на толстостенные, тонкостенные.
| Наименование | Соотношение толщины трубы и внешнего диаметра |
| Труба тонкостенная нержавеющая | 0,025 — 0,05 |
| Труба особо тонкостенная нержавеющая | менее 0,025. |
Соотношение 0,05 обозначает, что толщина стенки = 1/20 диаметра
При соотношении 0,025 толщина стенки = 1/40 диаметра
Сортамент
Если значение, соотношения внешнего диаметра к толщине стенки изделия, находится в диапазоне чисел от 12, 5 мм до 40 мм, либо толщина стенок изделия составляет менее 1,5 мм, то такая стальная труба определяется как тонкостенная.
В том случае, когда показатель соотношения внешнего диаметра к толщине стенки изделия будет более 40 мм, тогда стальная труба определяется как особотонкостенная.
Нержавеющая тонкостенная труба определяется отдельным стандартом ГОСТ 10498-82. Сортамент особотонкостенных нержавеющих труб включает в себя изделия, имеющие диаметр от 4мм до 120 мм, при толщине стенки от 0,2 мм до 1 мм, соответственно диаметру.
Нержавеющая тонкостенная труба из стали изготавливается отрезками:
- мерной длины, от полуметра до трех метров, при диаметре изделия 4 — 6 мм;
- мерной длины, от полуметра до пяти метров, при диаметре изделия 6 — 25 мм;
- мерной длины, от полуметра до четырех метров, при диаметре изделия более 25 мм;
- немерной длины, от полуметра до восьми метров.