Чтобы обеспечить безопасность эксплуатации объектов со сварными соединениями, швы, независимо от того, как давно они были сделаны, необходимо подвергать регулярной проверке. Дефектоскопия сварных соединений проводится разными методами. Универсальный способ проверки – ультразвуковой контроль. Метод был открыт в 1930 году, и сейчас используется повсеместно. Эффективность уУЗК обуславливается тем, что диагностика способна выявлять даже небольшие дефекты, которые со временем приводят к утрате прочности и разрушению конструкции.
Преимущества и недостатки УЗК
К основным преимуществам ультразвуковой диагностики относят:
- Высокую точность и скорость в сочетании с доступной ценой.
- Абсолютную безопасность. УЗК – это неразрушающий метод контроля. Он не наносит вреда конструкции и здоровью людей, которые присутствуют при проведении процедуры.
- Возможность выполнения в полевых условиях. Для этого используют специальные портативные УЗ-дефектоскопы.
- Простоту выполнения. Применение метода не требует выведения объекта из эксплуатации.
Но не существует совершенных методов диагностики. УЗК тоже обладает рядом недостатков:
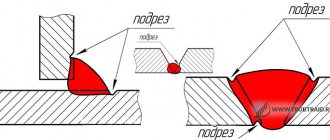
- Ограниченность полученных о дефекте сведений: невозможно определить точную форму трещины из-за наличия воздуха или шлака, а также однозначно идентифицировать характер шлаковых включений.
- При использовании УЗК сложно проверить металлы с крупнозернистой структурой из-за сильного рассеивания и затухания ультразвука.
- Необходимость подготовки к диагностике: важно очистить поверхность шва от загрязнений и ржавчины.
Основные методы УЗК
- Теневой метод. Данная методика заключается в контроле уменьшения амплитуды колебаний отраженного и прошедшего импульсов.
- Зеркально-теневой метод. При таком способе дефекты швов обнаруживаются по коэффициенту затухания отраженного ультразвукового колебания.
- Эхо-зеркальный метод. Данный способ, который также называют “Тандем”, заключается в использовании двух ультразвуковых аппаратов. Они работают одновременно и устанавливаются с одной стороны объекта. Сгенерированные колебания отражаются на приемник
- Дельта-метод. Основывается на контроле ультразвуковой энергии, которая отражается от дефекта.
- Эхо-метод. Данная методика основана на регистрации ультразвукового сигнала, который отражается от дефекта.
Отметим, что существуют и другие методики проведения экспертизы. Но именно вышеперечисленные являются самыми популярными. Они зарекомендовали себя благодаря простоте реализации и высокой эффективности.
Суть ультразвуковой дефектоскопии
Ухо человека не воспринимает ультразвуковую волну, тем не менее, она – основа многих диагностических методик. Способность УЗ-волн отражаться и проникать применяется в различных отраслях, в т.ч. и в медицине. Этот способ важен для сфер, где главное требование – не нанести вред объекту, который исследуется.
Ультразвуковая дефектоскопия – это неразрушающий метод контроля и определения мест, где локализуются дефекты различного характера. Качество проведения процедуры зависит от ряда факторов. Это корректность настройки и калибровки аппарата, чувствительность приборов, опыт оператора. Поэтому выполнять ультразвуковую дефектоскопию должны профессионалы.
Данным способом диагностируют разные сварные соединения. С помощью УЗК можно выявить химически неоднородный состав материала (например, наличие шлаковых вложений в металле, присутствие неметаллических элементов), воздушные пустоты, скрытые и внутренние механические дефекты.
Учтите, что объект будет допущен к эксплуатации только после определения качества соединений и ликвидации даже малейших дефектов.
Ультразвуковой контроль сварных соединений – это метод, основанный на способности колебаний высокой частоты (примерно 20 000 Гц) проникать в структуру металла, отражаться от поверхности неровностей, пустот, царапин. Волна, которая проникает в сварной шов, при обнаружении дефекта отклоняется от стандартного распространения. Это отклонение отражается на мониторах приборов. По конкретным параметрам опытный оператор характеризует обнаруженный дефект. Например, расстояние до него рассчитывается по времени распространения волны, а размер дефекта – по амплитуде импульса отражения.
Параметры оценки результатов
На качество проводимых работ напрямую влияет чувствительность прибора, который позволяет с высокой точностью распознать параметры дефекта. Прежде всего, при помощи ультразвукового дефектоскопа определяется количество изъянов, которые могут привести к разрушению сварного шва и всей металлической конструкции в целом. Оценка дефектов, находящихся в сварном шве, производится по следующим критериям:
- амплитуда акустической волны;
- условная протяженность волны;
- размеры дефекта и его форма.
Чтобы определить протяженность волны и ширину дефекта, необходимо аккуратно перемещать излучатель вдоль сварочного соединения. Для выяснения высоты внутренней трещины или раковины нужно учитывать временные интервалы между отраженной и излученной волной. Стоит отметить, что процесс выявления формы дефекта требует высокой квалификации оператора, поэтому лучше доверять эту работу специалистам, которые прошли соответствующую подготовку.
Ультразвуковой контроль: виды
УЗК бывает нескольких видов. К главным методам ультразвукового контроля относят:
- Теневой. Способ основан на применении двух преобразователей. Их устанавливают по разным сторонам объекта. Первый преобразователь – излучатель. Второй – приемник. Устанавливают их строго перпендикулярно сварному шву. Поток УЗ-волн из излучателя направляется на шов, с другой стороны их принимает приемник. Если в этом потоке возникает глухая зона, значит, не пути волн присутствует участок с дефектом.
- Эхо-импульсный. Применяется УЗ-дефектоскоп, который и излучает, и принимает волны. Метод основан на технологии отражения ультразвука от поверхности участков с дефектом. То есть если волны проходят сквозь металл и не отражаются на приемнике, дефекты отсутствуют. Если отражаются, значит, изъян есть.
- Эхо-зеркальный. Метод ультразвукового контроля, имеющий сходство с вышеописанным. Применяются два прибора: приемник и излучатель, только устанавливают их с одной стороны объекта. Волны под углом исходят из излучателя, а при попадании на дефекты – отражаются. Отраженные волны принимает приемник. Таким образом часто выявляют вертикальные дефекты – трещины.
- Зеркально-теневой. Представляет собой комбинацию зеркального и теневого методов. Излучатель и приемник ставят с одной стороны от объекта. Из излучателя исходят косые волны, которые отражают стенки металла, а затем их принимает приемник. Если на пути отраженных УЗ-волн не было дефектов, то изменения не зарегистрируются. Если же отразится глухая зона, нужно искать изъян.
- Дельта-способ. УЗК такого плана используется редко, так как требует тонкой калибровки оборудования и сложной расшифровки результатов. В основе метода – переизлучение дефектом направленных акустических волн внутрь шва. То есть отраженные волны разделяются на зеркальные, которые трансформируются продольно, и переизлучаемые. Приемник улавливает не все волны, практически только те, которые отражены или движутся прямо на него. От того, сколько волн получено, зависит конфигурация и размер дефекта.
При диагностике поперечных и продольных швов эксперты чаще применяют теневой, эхо-импульсный методы. В основном, такими способами проводится контроль сварных соединений трубопроводов. Остальные методы применяют намного реже, в зависимости от ситуации.
Что такое УЗК сварных швов трубопроводов
В основу метода положены физические возможности ультразвука. Его особенность заключается в том, что он отражается от границы разделения разных по своему составу сред. По своей природе ультразвук является упругим механическим колебанием, который генерируется различными методами. Его звуковой диапазон находится вне пределов доступных для человеческого уха. Излучатели не оказывают вредного воздействия на организм человека.
Ультразвуковая диагностика выполняется в широком диапазоне частот: от 20 кГц до 500 МГц. Волны, направленные от излучателя в какую-либо сторону, распространяются с одинаковой скоростью при условии однородности среды. При изменении среды они преломляются или отражаются, подобно лучу света. Скорость продольной волны практически в два раза больше, чем поперечной.
Чувствительность приборов зависит от его конструктивных особенностей и сильно варьируется. Большой ассортимент объясняется тем, что генерируемые волны могут отражаться только от тех дефектов, которые равны длине волны или больше ее. Ультразвук отлично определяет мелкие дефекты сварного стыка, а именно: пустоты, раковины, разного рода включения, шлаки, зерна и прочие примеси, понижающие прочность шва.
Оборудование УЗК: принцип работы
Приборы, которыми проводится ультразвуковой контроль труб и металлоконструкций, работают по схожему принципу. Главный рабочий элемент – пластина пьезодатчика, выполненная из титанита бария или кварца. Пьезодатчик находится в щупе – его располагают вдоль соединений и плавно перемещают возвратно-поступательными движениями. Пока происходит перемещение щупа, к пластине поступает высокочастотный ток, из-за этого она и излучает перпендикулярно своей длине ультразвуковые колебания.
Отраженные волны принимает такая же пластина с принимающим щупом. Она преобразует колебания в переменный ток, который сразу отклоняет волну на мониторе осциллографа. В итоге возникает промежуточный пик. При УЗ-диагностике датчик посылает короткие переменные импульсы упругих колебаний с разной длительностью, которые разделяются паузами. За счет этого определяется присутствие и глубина залегания дефекта.
Теория технологии
Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
В основе ультразвуковых колебания лежат обычные акустические волны, которые имеют частоту колебания выше 20 кГц. Человек их не слышит. Проникая внутрь металла, волны попадают между его частицами, которые находятся в равновесии, то есть, колеблются в одной фазе. Расстояние между ними равно длине ультразвуковой волны. Этот показатель зависит от скорости прохождения через металлический шов и частоты самих колебаний. Зависимость определяется по формуле:
L=c/f, где
- L – это длина волны;
- с – скорость ее перемещения;
- f – частота колебаний.
Скорость же зависит от плотности материала. К примеру, в продольном направлении ультразвуковые волны двигаются быстрее, чем в поперечном. То есть, если на пути волны попадаются пустоты (другая среда), то изменяется и ее скорость. При этом, встречая на своем пути различные дефекты, происходит отражение волн от стенок раковин, трещин и пустот. А соответственно и отклонение от направленного потока. Изменение движения оператор видит на мониторе УЗК прибора, и по определенным характеристикам определяет, какой дефект встал на пути движения акустических волн.
К примеру, обращается внимание на амплитуду отраженной волны, тем самым определяется размер дефекта в сварочном шве. Или по времени распространения ультразвуковой волны в металле, что определяет расстояние до дефекта.
Как проводится ультразвуковой контроль
Процедура выполняется в несколько этапов, а именно:
- Удаление краски, ржавчины со швов и с двух сторон от сварных соединений на расстоянии 5-10 см (точные размеры околошовной зоны регламентируются технологической документацией на объект контроля по ГОСТ Р 55724-2013).
- Обработка поверхности металла около шва и самого шва машинным, турбинным маслом, глицерином, солидолом или силиконовым гелем с ингибиторами коррозии. Поверхность обрабатывают маслом, чтобы создать контактную зону между датчиком и поверхностью объекта контроля и улучшить проникновение УЗ-колебаний.
- Настройка прибора с калибровкой. Настраивается толщина, АРД, AVG или DGS-диаграммы.
- Перемещение щупа-искателя. Выполняется вдоль шва, зигзагообразно. При этом искатель поворачивают вокруг оси примерно на 10-15 градусов.
- Как только на экране прибора появляется устойчивый сигнал, искатель разворачивают. Поиск проводят, пока на экране не возникнет сигнал с наибольшей амплитудой.
- Уточняют, откуда возникло колебание, не связано ли оно с отражением волны от соединений, что случается при УЗК.
- Если отражение возникло из-за дефекта, его фиксируют, при этом записывают координаты места локализации.
Результаты дефектоскопии заносят в таблицу. По ней, в дальнейшем, дефект можно выявить повторно, а затем устранить его. Проводят контроль по ГОСТу за один либо два прохода. Если для определения точного характера дефекта УЗК не хватает, дополнительно применяют гамма-дефектоскопию или рентгенодефектоскопию.
Основа безопасной эксплуатации
Дефектоскопия сварных соединений должна выполняться своевременно. Только в этом случае вы сможете предотвратить возникновение аварийных ситуаций.
К сожалению, многие вспоминают о необходимости использования УЗК только на финальной стадии производства. Однако это недопустимо.
Оценка сварных швов должна проводиться не перед пуском трубопровода или сдачей строительного объекта, а сразу же после подготовки конструкций и их отдельных элементов. Только в этом случае можно гарантировать правильную эксплуатацию объекта.
Не стоит рисковать и полностью отказываться от экспертизы сварных швов. Безответственный подход может стать причиной роста аварийности и даже возникновения настоящей техногенной катастрофы.
Также не следует доверять экспертизу неспециалистам. Они способны допустить ошибки, пропустить серьезный дефект. При этом часто не несут никакой ответственности за проделанную работу.
Обратитесь к специалистам испытательной лаборатории «МИКРО»! Они являются настоящими профессионалами в ультразвуковом контроле. Все операции проводятся опытными мастерами в соответствии с установленными стандартами и требованиями.
Какие дефекты выявляет ультразвуковая диагностика
С помощью ультразвукового контроля труб и конструкций определяют ряд разнообразных дефектов, например:
- трещины на околошовном участке;
- поры в соединениях;
- непровары;
- расслоение наплавленного металла;
- несплавления шва;
- свищеобразные изъяны;
- провисание металла, которое возникает на нижнем участке сварного соединения;
- коррозионные поражения;
- несоответствие материала по химическому составу;
- зоны с искаженными геометрическими размерами.
Провести диагностику можно в таких металлах, как медь, чугун, легированные и аустенитные стали. При этом существуют и определенные геометрические рамки для применения метода, в частности:
- Глубина залегания шва (max) – 10 метров;
- Глубина (min) – 3-4 мм.
- Толщина шва (min) – 8-10 мм.
- Толщина металла (max) – 500-800 мм.
С помощью ультразвукового контроля труб и конструкций проверяют швы разного типа: продольные, плоские, кольцевые, тавровые, а также сварные стыки.
Особенности и суть используемой методики
Ультразвуковой контроль сварных соединений (дефектоскопия, УЗК) является популярным методом неразрушающего контроля. Он является обязательным.
Ультразвуковой контроль представляет собой экспертизу, которая способна в кратчайшие сроки выявить:
- износ изделий,
- поверхностные или внутренние дефекты металлов и сплавов,
- качество изделия или отдельного сварного шва.
Суть методики заключается в обработке объекта ультразвуком. При контроле сварных соединений колебания последовательно излучаются в изделие. После этого они воспринимаются в качестве отраженной волны специальным оборудованием (дефектоскопом).
Полученные результаты анализируются.
В результате специалист может:
- Детализировать размеры дефекта.
- Определить вид повреждения, классифицируя его как протяженный или точечный.
- Установить форму дефекта (объемный или плоскостной).
- Выяснить глубину залегания деформации и решить другие задачи.
Ключевые параметры изъяна определяются в ходе ультразвуковой методики по времени распространения ультразвука внутри материала, из которого изготовлено изделие.
Традиционно ультразвуковой контроль сварных соединений проводится в диапазоне от 0,5 до 10 МГц. Специалисты могут выявить большое количество различных дефектов в изделиях из металла и целых строительных конструкциях. В некоторых случаях ультразвуковой контроль сварных швов выполняется импульсами с частотой до 20 МГц. При использовании данной методики можно обнаружить даже самые незначительные изъяны.
Низкочастотный контроль проводится для проверки объектов, обладающих значительной толщиной (отливка, поковка и др.), а также для оценки металлов с крупнозернистой структурой (медь, аустенитная сталь, чугун) и плохим проведением ультразвуковых импульсов.
С помощью проведения ультразвуковой экспертизы можно с легкостью определить такие дефекты сварного соединения, как:
- трещины в зоне рядом со швом,
- поры,
- непровар,
- расслоения металла,
- некачественность шва,
- свищи,
- коррозия,
- участки с искажением размера и несоответствием химического состава,
- провисание металла в нижней зоне шва.
Исследование сварного соединения можно проводить в таких металлах, как:
- медь,
- легированные и аустенитные стали,
- чугун и др.
Проверкам подвергаются следующие разновидности швов:
- тавровые соединения,
- сварные стыки,
- сварные трубы.
Сфера применения УЗК
Данный метод контроля применяют в промышленной отрасли, а также при реконструкции и строительстве домов. Часто УЗК используют:
- При аналитической диагностике агрегатов, узлов.
- Для определения износа труб в магистральном трубопроводе.
- В атомной или тепловой энергетике.
- В сфере машиностроения, нефтегазовой, химической отрасли.
- При проверке сварных швов конструкций со сложной конфигурацией.
- При диагностике соединений металлов, имеющих крупнозернистую структуру.
- При сварке соединений узлов и котлов оборудования, которые находятся под воздействием давления, высокой температуры, агрессивной среды.
Методика применяется и в полевых, и в лабораторных условиях.
Проверенный на дефекты шов – это гарантия того, что конструкция безопасна для эксплуатации, надежна и может использоваться по назначению. Без проведения контроля на соответствие нормативам, ввод сооружения в эксплуатацию невозможен. Аккредитованная строительная лаборатория IRONCON готова провести УЗ-диагностику сварных соединений на объекте заказчика в полном соответствии с действующими нормами контроля.
Проверка сварных соединений при помощи ультразвука
Технология выявления дефектов регламентирована положениями ГОСТа. Допущенные к работе операторы имеют соответствующие удостоверения. Перед началом выполнения комплекса работ они проходят инструктаж по технике безопасности. Нередко проверка сварных швов ультразвуком требуется в неудобных или труднодоступных местах. В обязательном порядке требуется заземление прибора. Результаты оцениваются по нескольким критериям. В журнале фиксируются основные показатели:
- длина проверяемого сварного стыка;
- параметры обнаруженных дефектов – размеры и форма;
- диапазон излучаемой волны.
Перед диагностикой исследуемая область зачищается. Чтобы ультразвук проходил лучше на поверхности металла следует образовать маслянистую пленку. В зависимости от требований точности процедура проводится один или два раза.
Устройство и принцип работы
Ультразвуковой дефектоскоп
Прибор состоит из генератора импульсов, сигналы, образуемые которым, передаются на приемник. После отражения волны от поверхности дефекта, сигнал принимается преобразователем, после чего преобразуется в электрический и отображается на устройстве регистрации и индикации сигналов (экране).
Принцип работы дефектоскопа заключается в перемещении щупа вдоль сварных швов. Искатель перемещают по исследуемому образцу до момента появления устойчивого четкого сигнала.
Получение и свойства ультразвуковых колебаний
Акустические волны или ультразвуковые колебания выдаются при частоте, превышающей параметр 20 кГц. Механические колебания, способные рассеиваться при упругих, твердых средах, диапазон, как правило, составляет 0,5 – 10 МГц. Распространение волн структурой металла происходит акустическими ультразвуковыми волнами, воздействующими на равновесие центральной точки.
Методика ультразвукового метода
Существуют несколько способов ультразвукового неразрушающего контроля, наиболее распространенный из них пьезоэлектрический. Заряженная электричеством с определенной частотой пластинка вибрирует, механические колебания передаются в окружающую среду при состоянии волны. Генераторы электро волны используется вне зависимости от предназначения, размеров оборудования, могут выдавать различные параметры.
Скорость обращения ультразвукового контроля напрямую зависит от свойств, типа физической среды. Скорость распространения продольной волны вдвое выше, чем поперечной. Прием информации происходит пластиной из пьезоэлектрического элемента, работающей на преобразование энергии в импульсную энергию. Процессом применяются короткие переменные импульсы различного типа колебаний, что позволяет определить глубину, свойства дефекта.
Углы направления ультразвуковых колебаний
На границе разделения двух сред, результатом падения продольной акустической волны при наклонном типе является появление отражения и трансформации ультразвуковых волн. Существуют основные типы контроля:
- отраженные;
- преломлённые;
- сдвиговые поперечные;
- продольные волны.
Процесс происходит путем разделения падающей под углом волны на поперечную и продольную, распространение которых производится непосредственно материалом.
Углы направления ультразвуковых колебаний
Существует определенное значение угла подачи, направления ультразвуковых колебаний, при нарушении которого, ультразвуковой контроль не будет распространяться вглубь металла, а останется на его поверхности. Данный метод используется при определенных параметрах и задачах, волна двигается только по поверхности материала, что позволяет контролировать качество сварного шва.