29.11.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- На какие этапы делится сварка труб
- Какими нормативами регулируются типы сварки труб
- Какие бывают типы сварки труб
- Как проверить качество сварки труб
Для соединения частей трубопроводов используют разные способы, но самым распространенным из них остается сварка. Такой вариант используется как в бытовых условиях, так и в промышленном производстве, позволяя стыковать между собой элементы труб, изготовленные из различных материалов. Благодаря используемым технологиям соединять части трубопроводов можно в любых положениях, что существенно упрощает работу. Среди достоинств такой обработки можно отметить прочность и герметичность полученных соединений. В нашей статье поговорим про различные типы сварки труб.
Этапы и нормативы сварки труб
Работа сварщиков осуществляется в соответствии с требованиями нормативных документов – ГОСТов и СНИПов.
В 1980 г. Госкомитет СССР по стандартам утвердил ГОСТ 16037-80, вступивший в действие в июле 1981 г. и до настоящего времени не утративший силу. Этот стандарт пришел на смену ранее действующему ГОСТу 16037-70. Изменения в документ были внесены единственный раз – в декабре 1990 г.
Требования ГОСТа распространяются на сварные соединения стальных трубопроводов. Руководствоваться его положениями необходимо в следующих случаях:
- при выборе типа соединения заготовок;
- для определения конструктивных элементов и размеров сварных соединений при работе с трубами и арматурой.
Стандарт обязателен к применению, то есть все сварщики в процессе работы обязаны руководствоваться его требованиями. Исключение составляет обработка заготовок, изготовленных из полосового и листового металла.
Монтаж трубопроводов выполняется чаще всего при помощи ручного типа сварки, при ее выполнении необходимо руководствоваться номами ГОСТ 16037-80.
Стандарт предъявляет требования не только к типам сварки труб (стыковым, нахлесточным и угловым), но и определяет подготовительные действия в зависимости от вида работы.
Выполнение соединения элементов требует проведения подготовки, которая состоит из:
- механической зачистки заготовок, в процессе которой удаляется пыль, следы коррозии и оксидная пленка;
- химической обработки, призванной справиться со следами масла, жира, оксидной пленкой;
- разделки кромок.
Прежде чем приступать к монтажу заготовок, выполняют обработку кромок и околошовной зоны, обрабатываемая область составляет около 20–30 мм. С нее необходимо удалить механические загрязнения, следы ржавчины и масложировые пятна.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Качество стыков оказывает существенное влияние на безопасность работы готового трубопровода. Неукоснительное следование нормам Госстандарта при проектировании, формировании технологического процесса и непосредственно при обработке является гарантом необходимого уровня качества шовных соединений.
Наилучший эффект достигается при ручной или автоматической обработке трубопроводов. Работа выполняется при помощи плавящегося или неплавящегося электрода (аргонно-дуговая сварка).
Технология сварных работ состоит из трех основных этапов, как то:
- Подготовительный. Он включает две части – подготовку сварщика и предварительную обработку заготовки. Подготовка мастера является важным этапом, обеспечивающим его безопасность в процессе работы. Существенное значение имеет использование специальной защитной одежды и маски, которая предохраняет глаза от ожога яркими искрами.
Предварительная обработка заготовок включает в себя тщательную очистку детали от следов ржавчины, краски и грязи. Перед ручной дуговой сваркой необходима обработка стыков и рядом расположенной зоны. Для этого лучше всего воспользоваться металлической щеткой или наждачной бумагой. В противном случае велика вероятность появления необработанных участков в самом шве. - Сварочный процесс. Главное при дуговом соединении элементов (неважно выполняется ли работа вручную или при помощи инвертора) – удержание дуги. В первую очередь активируется электрод и возбуждается дуга, после чего можно приступать к формированию шва. Тип шва сварщик выбирает при обработке. Способ работы с электродом и технология работы с трубами зависит от различных факторов – расположения элементов, материала, из которых они изготовлены, предпочтений мастера.
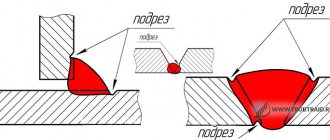
- Проверка качества сварного соединения. После окончания формирования шва необходимо удалить шлак, закрывающий его, а затем выполнить контроль качества готового соединения.
Обработку элементов водопровода, газопровода и прочих инженерных коммуникаций выполняют практически аналогично. Необходимо действовать последовательно, исходить из типов швов в разных положениях, поскольку умение их формировать влияет на качество готового изделия.
Зачистка сварного шва
Свежий сварной шов имеет на поверхности шлак, окалину и частички металла, которые там не нужны. К тому же шов выступает над общей плоскостью, а это далеко не всегда приемлемо. Все перечисленные недостатки призвана убрать финальная зачистка. Выполняется процедура в несколько этапов с использованием специальных инструментов и механизмов.
Сначала «грубая» уборка: с помощью молотка и зубила отбиваются окалина и шлак. Далее для выравнивания стыка можно использовать болгарку со шлифовальным кругом. Следует учесть, что абразивы имеют разную зернистость. Чем выше требования по гладкости поверхности – тем меньше у круга должна быть зернистость. Соединение мягких металлов покрывают оловянным припоем.
Типы сварки труб
Применение того или иного типа сварки труб зависит от материала их изготовления, а также от последующего использования. Но практически во всех случаях работа выполняется при помощи переменного электрического тока. Такой выбор обусловлен экономической целесообразностью, поскольку при применении иных видов электроэнергии финансовые затраты возрастают. Сварные соединения представляют собой некоторое количество элементов, соединенных друг с другом сварными швами.
В основном пользуются следующими типами соединений:
- стыковыми;
- угловыми;
- внахлест.
Если толщина стенок соединяемых заготовок превышает 3 мм, их кромки требуется разделать. Угол раскрытия стыка должен быть в пределах 60°–70°. Фаски с торцов детали должны быть удалены. Для этого может использоваться механический либо иной способ.
Выбор электрода
При выборе диаметра электрода учитывается толщина стенок заготовок, способ их соединения, катет шва, вариант разделки кромок. Ниже приведена таблица прямой зависимости диаметра электрода от толщины металла заготовок.
| Толщина заготовок, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр стержня | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Значения приведены приблизительные, поскольку другие факторы здесь не учтены. К примеру, независимо от толщины стенок заготовок для формирования потолочных швов опытные специалисты берут максимум «четверку».
Сварка труб из различных материалов
- Сварка медных труб.
На выбор типа сварки медных труб влияет вид их последующего использования, герметичность соединения и др. Работы выполняются электродуговым, контактным или газовым методом.
Эффективнее всего выполнять обработку при помощи электродугового способа, в процессе которой применяется неплавящийся вольфрамовый электрод и присадочная проволока с раскислителями в составе.
Такой тип сварных работ предполагает обработку с использованием защитного газа азота, поскольку таким образом процесс удешевляется.
Работа с тонкостенными медными трубами требует применения аргона.
- Сварка оцинкованных труб.
Оцинкованные трубы требуют применения особого типа обработки, не разрушающего цинкового покрытия. Место соединения обрабатывается флюсом, предохраняющим его от выгорания покрытия. Под воздействием тепла цинк под слоем флюса приобретает вязко-жидкую консистенцию, после чего плавится, однако не выгорает и не испаряется. Таким образом обеспечивается коррозионная защита.
Работа с оцинкованными заготовками требует хорошей вентиляции, иначе возможно как получить заболевание легочной системы, так и задохнуться.
- Сварка профильных труб.
Профильные трубы обычно соединяют встык. Для этого используется дуговой или газовый тип обработки. Первый способ позволяет получить наиболее качественный шов, к тому же он проще в применении. Тем не менее, для обработки профильных заготовок сварщику требуется хотя бы минимальный опыт.
Существенное значение имеет правильный выбор электрода, влияющего на мощность дуги (более толстый электрод дает более мощную дугу). Однако слишком толстый элемент в состоянии прожечь заготовку, а излишне тонкий чреват непрочным соединением. Толщина профильных труб варьируется от 1,5 до 5 мм, поэтому для работы с ними подходят «двойка» и «тройка».
Также важна скорость, с которой электрод будет перемещаться по детали. Если двигать его слишком медленно, то можно прожечь заготовку, слишком быстро – готовый шов будет иметь низкое качество. Оптимальная скорость движения выбирается опытным путем.
Специфика процесса
Сварочный процесс требует предварительной подготовки. Помимо выбора настроек сварочного аппарата, электродов, присадочного материала и т.п. требуется правильно выставить стык. Детали должны формировать прямой угол. Один из элементов ставится вертикально, а другой – горизонтально. Желательно использовать специальные устройства, чтобы точно выставить заготовки и надежно зафиксировать их: магнитные угольники, упоры, прижимы и другие приспособления для предварительной сборки конструкции.
Кромки таврового соединения в обязательном порядке разделываются. Данная процедура совсем не нужна для сварки внахлест. Швы формируются в углах, образованных в результате наложения листов один на другой. Классическое угловое соединение – это соединенные между собой два элемента. В таком случае торец одного из них нужно срезать.
ПОВОРОТНЫЕ СТЫКИ
Их относят к сложным работам. Так что нужно придерживаться существующих правил.
Скорости поворота детали и проводки проводника нужно соблюдать паритетными. У последнего она определяется толщиной свариваемой детали. Чем больше, тем дольше длится сварка. Лучше всего, когда сварочная ванна находится под углом в 30 градусов.
Где деталь поворачивается на 180 градусов, работают поэтапно. Прежде в 2 подхода осуществляют сварку 2-х верхних четвертей d трубы. Один шов идет другому навстречу. Допустим и 1 слой, и два. Потом поворот на 180 градусов, и проваривают стык, что остался. После поворот опять на 180 градусов и варят шов до самого конца.
Важные особенности
Некоторые способы угловой сварки имеют нюансы, которые следует учесть в работе. В противном случае не избежать осложнений.
Потолочные швы
Чтобы сварка потолочного шва прошла нормально, требуется быстрое остывание расплава. Требование аналогичного порядка предъявляется и формированию вертикальных швов.
Для того, чтобы расплавленный метал быстрее остывал, применяются специальные электроды, имеющие тугоплавкую обмазку. При сварке нужно чередовать круговые и поступательные движения. И еще одно важное замечание: ложить потолочные швы следует только в тех случаях, когда нет возможности прибегнуть к сварке в другом положении.
Когда стержень удаляется даже на небольшое расстояние от рабочей поверхности, дуга гаснет. Это происходит из-за нехватки энергии на ее поддержание. Металл быстро остывает, сужается ванночка, что является предусловием для короткого замыкания.
Перемещение электрода в защитной среде
Работа с инертным газом имеет свои особенности и одна из них заключается в способе перемещения электрода. Принято различать два способа – левый и правый. Разница между ними заключается в следующем:
- Если вести электрод вправо, лучше видно сварочную ванну, проще контролировать дугу. Провар получается максимально глубоким и качественным. Еще один плюс состоит в том, что к минимуму сведено количество брызг.
- В случае перемещения электрода влево ухудшается визуальный обзор, металл проваривается на меньшую глубину, а количество брызг увеличивается. Такое направление способствует очищению сварочной ванночки. Оно является одним из наиболее эффективных для сварки алюминиевых заготовок.
Работа в местах с ограниченным доступом
Подобные ситуации часто возникают в работе с трубопроводами. Иногда возникают сложные ситуации, требующие специального подхода. Особенно, если речь идет о полипропиленовых магистралях, которые довольно распространены в частных домах. При установке новых элементов условия для сварки отличаются от привычных. Тогда используются специальные инструменты:
- паяльник;
- труборез для пластика;
- набор насадок;
- набор фитингов;
- обезжиривающее средство и другие вспомогательные инструменты.
Паяльник плавит пластиковые элементы, что дает возможность формировать любые угловые соединения. Для того, чтобы совместить элементы разного диаметры есть специальные насадки.
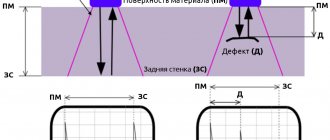
Сварка на просвет
Метод отличается тем, что не предусматривает прямого контакта. Все работы начинаются с предварительной подготовки места совмещения заготовок.
Метод подходит исключительно для толстостенных труб среднего диаметра. Фаска разделывается под углом 65-70 градусов. Чтобы заготовки не смещались и оставались на одной оси относительно друг друга применяется центратор. Величина зазора должна составлять 2,5 мм. Диаметр стержня подбирается с учетом данного параметра. Работы выполняются электросваркой или инвертером.