Features of low pressure polyethylene
Two types of pipelines are made from low-density polyethylene (HDPE or HDPE):
- Pressure (for gas and water supply).
- Non-pressure (for sewage system).
Metal products give way to polyethylene pipes due to its features:
- opaque in a thick layer;
- not destroyed by biological microorganisms;
- resistant to the effects (up to +60°C) of aqueous solutions of salts, acids and alkalis;
- lasting;
- elastic (bends well, resistant to stretching and compression);
- does not corrode;
- durable (from 50 to 80 years in operation);
- little weight.
HDPE pipes:
- practically do not clog;
- easy to install;
- cheaper than metal ones.
Bend radius
Basically, the pipe is bent at standard angles of 90°, 60°, 45°, 30°, but if necessary, you can set any bending radius of the HDPE pipe, not exceeding 90°.
Melting temperature
At a temperature of +80°C, low-density polyethylene softens, and its melting point is from +130°C to +137°C. It is at this temperature that HDPE pipes are produced.
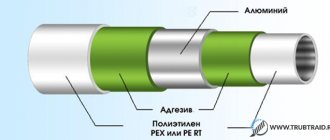
Metal-plastic pipes
Metal-polymer pipes are made from cellophane and aluminum. They are able to withstand heating up to 100 10 degrees without destruction (the best heating of water for a heated floor system is no higher than 55 ° C), bend to the desired angle (the largest bend radius is equal to the outer diameter of the pipe multiplied by and are very reliable. In addition, metal-polymer pipes are environmentally friendly unstained, resistant to corrosion and chemically active environments, lightweight and with the highest sound insulation characteristics of the coolant (the sound of coolant movement is completely invisible).
They are able to withstand heating up to 100 10 degrees without destruction (the best heating of water for a heated floor system is no higher than 55 ° C), bend to the desired angle (the largest bend radius is equal to the outer diameter of the pipe multiplied by and are very reliable. In addition, metal-polymer pipes are environmentally friendly unstained, resistant to corrosion and chemically active environments, lightweight and with the highest sound insulation characteristics of the coolant (the sound of coolant movement is completely invisible).
There are also some drawbacks: changes in coolant temperature have a negative impact on the walls of the pipes; if the pipe is repeatedly bent, damage to the duralumin layer may occur; Twisting of pipes or bending about their axis is unacceptable.
Metal-plastic pipes are created from a narrow duralumin tape (thickness 200-400 microns), which is welded using the “overlapping” or “butt” methods using ultrasound. After this, a layer of cellophane is attached to the outer and inner parts of the pipe using special glue.
More often, products with a diameter of 16 and 20 mm are used. The thickness of the walls is 2 and 2.25 mm, respectively. With all this, the weight of 1 linear meter is 115 and 170 grams.
Types of pipelines for warm water floors
Copper pipes have the best thermal conductivity
Assembling equipment for warm water floors is a rather complex job that requires the involvement of qualified labor. Heating circuits are mounted from pipes made of various materials:
- cross-linked polyethylene pipes;
- metal-plastic pipelines;
- polypropylene systems;
- copper pipes.
Each heating system has its own advantages and disadvantages. Let's compare cross-linked polymer with other pipe materials in the table:
| № | Name of material | Advantages | Flaws |
| 1 | Cross-linked polymer | Strong and durable material | Pipes are susceptible to damage from ultraviolet radiation |
| 2 | Metal-plastic | High flexibility | High price |
| 3 | Polypropylene | Low price | Pipes are bent under heat |
| 4 | Copper pipe | Versatility, high thermal conductivity | The most expensive pipes |
Copper pipes
A distinctive feature of copper pipelines is their high level of heat transfer, so they are laid with large pitches, which saves money on the purchase of consumables. The main disadvantage of the copper system is its high cost and labor-intensive installation.
Copper pipes in the heating system
[ads-mob-1][ads-pc-1] Copper can easily withstand operating pressure from 25 to 275 atmospheres at a temperature of 100 degrees (plastic and metal-plastic - much less). This means that the red pipe, which has a small diameter, will easily withstand any temperature changes. In addition, copper is a safe material for the environment - when heated, it does not emit harmful fumes and toxins. All copper pipelines have bactericidal properties.
Features of material production
Cross-linked polyethylene owes its strength characteristics to the special technology of its production. It consists in creating a three-dimensional molecular mesh, thanks to the use of various technologies:
- heating polyethylene in the presence of peroxides (PEX-a);
- moisture treatment with implanted silane with the participation of a catalyst (PEX-c);
- electron bombardment (PEX-s);
- nitrogen treatment, which is rarely used.
Characteristics of cross-linked polyethylene
Thanks to new characteristics, pipes made from this material are recognized as one of the most suitable options for installing water heated floors.
This is interesting: Diagram of a thermal unit: explaining the essence
Pipe diameter and distance between them
Recommended diameter: 16–20 mm. Pipes for a warm water floor can be larger or smaller in diameter, but you will not get any benefits from this, since the diameter has virtually no effect on the hydraulic resistance.
Laying pitch - the distance between pipes during installation. Experts recommend following the standard pitch: 10–35 mm. The closer the pipes are to each other, the more the floor will heat up. Therefore, in the northern parts of the rooms and in cold corners, the laying step is reduced.
A completely logical question arises: what is the minimum distance that should be maintained between pipes? The minimum distance for each type is different:
- Metal-plastic structures cannot be placed closer than 128 mm to each other;
- Cross-linked polyethylene has a minimum bend of 5 radii. For example, the diameter of the pipe is 16 mm, which means they cannot be located closer than 80 mm (5*16=80) to each other;
- The distance between stainless corrugated pipes should not exceed 4–5 radii.
Starting a heated floor
For normal operation of the system, the coolant is heated to a temperature of no more than +26 °C.
The heating system installed from PE pipes is started according to the following scheme:
- a manifold is connected to the supply pipe and return pipe;
- on the collector unit, all valves from the circuits are opened simultaneously;
- when marked “open”, the air vent valves are set;
- the circulation pump is brought into operation;
- the temperature is set to +25 oC;
- the operating pressure in the heating system is expected to increase to 1 bar;
- all circuits are closed with taps, only the longest one remains open;
- the position of flow meters and balancers is recorded on paper;
- the next circuit is put into operation, the one that is slightly shorter in length than the operating one, but longer than the others. Using the tap, the same pressure is set - 1 bar. This is how all circuits are connected in turn.
The quality of the work performed can be fully judged only after 3 months of system operation.
Initial parameters
Reducing the coolant speed will lead to a decrease in the temperature of the returning liquid and an increase in its heating time in the boiler. Accordingly, fuel consumption will increase. Increasing the speed increases the hydraulic noise of the entire system.
When designing a heating system, decide in advance on the type of coolant. Water and antifreeze have different viscosities. The designed underwater system may not work effectively with non-freezing liquids.
We calculate the heating power required by the house. The basic value is 60 W/m³ internal volume. The sources of cold air are windows and street doors. Each window adds up to 100 W of thermal power to the need, and the entrance door adds 200 W.
Regardless of the window material, do not change this indicator in the calculations.
For example, let’s calculate the diameter of the heating pipes of a private house measuring 6×8 meters with a ceiling height of 3 meters. The house has 5 windows and 2 doors. Location - Voronezh.
It is necessary to round up.
According to this table, the optimal pipe diameter for heating is 15 mm, with a coolant speed of 0.8 m/sec.
Depending on the material of a pipe of the same outer diameter, the inner diameter differs significantly.
Screed rules
If the hydraulic tests are completed successfully, no depressurization of the pipes has occurred, and the system is completely filled with coolant, then the pipe installation stage is completed. Now you can begin installing the screed and finishing.
To install the screed, you must use a purchased or self-prepared mortar based on M300 cement. The minimum screed height to protect polyethylene pipes is 3 cm above the laid pipe. This thickness will be optimal for uniform heat distribution.
In most cases, the screed is made continuous without expansion joints. Thermal seams are necessary when:
- the room has an area of more than 33 m2;
- room length more than 10 m;
- the room has a complex configuration.
Damper tape is used to create seams. Thermal joints are treated with sealant.
Is it necessary to do reinforcement before pouring the screed? There is no clear answer to this question. Experience shows that the system functions perfectly without reinforcement, but at the same time, the reinforcing layer gives the screed additional strength. For reinforcement, you can use a 100x100 mm mesh made of metal or plastic.
Also, reinforcement will be useful only if the reinforcing mesh does not just lie on top of the pipe system, but “sinks” into the solution, being inside the screed when it hardens.
The correct reinforcement device complicates the laying of the screed, therefore, when there is no experience or confidence that everything can be done correctly, this stage can be skipped. After pouring the screed, the system can be started no earlier than 25-30 days later.
Any floor covering can be used as a finishing finish – the top layer of the “pie”.
Concepts and norms
Polyethylene is a fairly strong and at the same time plastic structure, which allows it to be heated to a softened state and give products the required shape. With a well-organized molding process, critical violations of the material structure, as a rule, are not observed.
These properties allow the use of polyethylene blanks when installing pipelines, since in this case you can easily go around obstacles or change the direction of the intended installation. The minimum bending radius of a typical polyethylene pipe is the limit at which it retains its resistance and does not break.
Bend radius
This parameter, expressed in metric units, depends on the following factors:
- Tubular wall temperatures.
- Technical parameters related to its geometric proportions.
The latter refers to the SDR indicator, which is the ratio of the outer diameter of the pipe blank to the declared thickness of its walls.
Important! The rule is true that with an increase in SDR and the heating temperature of the walls, the bend arc can be made of a smaller radius.
When calculating a bending index that is safe for use, these initial data (SDR and material or ambient temperature) should be adhered to.
Which pipes are best to make a heated floor from?
The pipe for heated floors must meet certain requirements, such as:
- resistance to mechanical loads;
- long service life;
- corrosion resistance;
- environmental Safety;
- low coefficient of linear expansion;
- elasticity;
- high heat transfer;
- ability to absorb noise.
To one degree or another, these characteristics correspond to a number of materials. Quite successfully for the installation of water heated floor systems, pipes from:
- copper;
- corrugated steel;
- metal-plastic;
- polypropylene;
- polyethylene.
Copper pipes are a high-quality and time-tested option. However, their cost is high in itself. In addition, you will need to spend money on a polymer shell, which is necessary when installing copper in a screed, and on special brass fittings.
It is easier to work with corrugated steel and its consumption will be somewhat less, with almost the same performance characteristics as copper. But the price of the material will be just as high.
Metal-plastic structures are relatively “young” and perfectly serve as a transport route when installing heated floors. However, over time, scale can build up inside threaded fittings. In addition, during installation there is a high probability of cutting the pipe.
Polypropylene pipes, despite such advantages as reasonable price, simple installation and low physical weight, have poor linear expansion when heated. When installed in a concrete screed, they must be reinforced with fiberglass and aluminum.
Pipes made of cross-linked polyethylene are considered the most modern choice for installing heated floors, since their characteristics meet technological requirements to the fullest extent. Among the disadvantages, one can note the insufficient flexibility of the material, due to which the pipes do not hold their shape well during installation.
The cross-linked polyethylene pipe with anti-diffusion protection includes a special layer of aluminum that prevents the penetration of oxygen or water vapor through the pipe walls
The STOUT brand offers a wide selection of pipes, fittings, manifolds and other types of products for engineering networks.
Stout offers a wide range of pipes
The STOUT metal-plastic pipe is designed specifically for Russian operating conditions
This is interesting: How to choose polycarbonate for a greenhouse: the whole point
How to calculate bend radius?
Before bending a metal-plastic pipe, it is necessary to make calculations. The bending radius of a metal-plastic pipe should be 5 times the diameter. This will help prevent creases, wrinkles and other types of deformation.
We recommend that you read: How to connect metal-plastic pipes with polypropylene pipes yourself?
Knowing the radius, you can calculate the length of the curved section, bending steps and the angle by which the pipe needs to be bent at each step.
The length of the curved section L is calculated based on the radius R and the angle of rotation. If it is necessary to rotate the pipe 90 degrees, then L=1.57R, if by 180, then L=3.14R (Derived from the formula for circumference L=2pR, where p=3.14).
For example, you need to bend a pipe with a diameter of 20 mm at a right angle. The bending radius will be 100 mm, and the length of the curved section will be 157 mm. If a right angle is made at 15 degrees per step, then 6 steps will be required - approximately every 26 mm.
Methods
All methods used to bend HDPE pipes are based on the properties of this polymer: under the influence of high temperature it softens, and the material is given the required shape.
The methods are divided into:
- industrial;
- non-production (at home).
Industrial or manufacturing
The pipes are bent using a forming machine. The device has large dimensions, so this type of work is performed in a production workshop, guided by technology with accurate calculations. It is divided into two ways:
- Rolling a roller around the template without filler.
- Screwing onto a template with a mandrel inside.
Non-production
You can bend HDPE pipes at home. These methods can be divided into types. Depending on what tools will be used to perform the bending.
Using a hair dryer
The method is the safest and most effective to do it yourself. It is advisable to have a hairdryer with precise temperature control. Operating principle: heating the area to be folded.
Using a gas burner
A hand-held gas torch can replace a hair dryer. The principle of operation is similar, but this option is inferior to the previous one. Since you need to have some experience, because:
- if the flame of a gas burner is far from the surface, then the given place may not warm up to the required temperature, and the product will simply break when bent;
- if the gas burner is located too close, the flame will ignite the polymer, which will also lead to damage to the product.
However, there are also advantages:
- accessibility in places where there is no power supply;
- the cost of a 220 ml gas cylinder will cost ten times less than buying a construction electric hair dryer.
Hot water treatment
If you don’t have a hair dryer or a hand-held gas torch at home, and the amount of work is small, then a few liters of hot water will come to the rescue.
But this method is only available if the diameter does not exceed 50 mm. The method is even used in production. They use large baths in which the liquid is heated to +135°C. Operating principle: hot water heats the required area for subsequent bending.
Basic methods of bending metal-plastic pipes
Thin pipes are bent by hand without auxiliary devices. To bend thick and hard ones, resort to additional means and tools.
At home, the required bend is given to pipes using the following methods:
- manually without aids;
- manually using means for shock absorption: bulk substances, wire or conductor spring;
- using a pipe bender.
Manual pipe bending
They bend pipes with a diameter of up to 2 cm by hand - it is difficult to handle larger thicknesses manually. This method requires practice to achieve accuracy. It is best suited when a lot of turning is not required.
The procedure is as follows:
- The beginning and end of the bend are marked on the pipe.
- Take it in two hands so that the thumbs are located along the pipe and touch.
- Bend at an angle of no more than 20 degrees; the larger the radius, the smaller the angle at each point of impact.
- Move your fingers along the pipe 1-3 cm and bend them again.
- Continue moving along the pipe until the end of the bend.
- If the angle turns out to be excessive, holding the straight sections near the bend with your hands, carefully bend it to the desired angle.
We recommend that you read: How to calculate and make a staircase from a profile pipe in a private house?
Note! A 90 degree angle is completed in 5-10 steps; a 180 degree turn will require 10-15 steps.
Use of shock absorbers
If you need to make a lot of angles and turns, or the rigidity and thickness of the pipe do not allow you to bend it with your hands, use auxiliary means. The purpose of such means is to protect the pipe walls from excessive stress when forming a turn.
This improves bending accuracy and requires fewer steps to rotate to the desired angle. Medium-hard pipes with a cross-section of up to 125 mm are bent manually using shock absorption.
Sand, salt or other bulk substances can be used for shock absorption. The sand fills the pipe evenly and helps prevent damage.
The operating procedure differs from the usual one in the presence of additional steps:
- One end is sealed or covered with a plug.
- Fine clean sand is poured through the other end so as to completely fill the pipe.
- Sprinkle a little sand so that a section of the pipe about 1 cm long remains free, and close the end with a plug.
- Smoothly bend to the desired angle as with the usual manual method.
- The plugs are removed, sand is poured in, and the pipe is washed.
To cushion the pipe, you can use easily bendable wire, for example, copper or aluminum.
- Cut the wire into pieces slightly longer than the length of the section to be bent.
- Pieces of wire are placed tightly inside the pipe at the bend.
- Smoothly bent by hand.
- Shake out or pull out the wire, check if there are any segments left inside the pipe.
The good thing about this method is that you can immediately bend the pipe to the desired angle. The wire distributes stress in the walls and reliably protects against damage.
The most painless method is considered to be bending metal-plastic pipes using a conductor - an internal or external spring made of metal that cannot be deformed. Such springs are sold in specialized stores under the name “spring pipe bender”.
The essence of the method is that the shock-absorbing function is performed either by a spring inserted inside or placed on a pipe. The spring compresses the pipe at the bend, creating an additional frame, and prevents damage to the walls when bending. For external crimping, the spring diameter should be 1.5-2 mm larger than the diameter, for internal crimping - 1.5-2 mm smaller.
- The conductor is put on the pipe or pulled inward to the place of the planned bend.
- Smoothly bent by hand.
- Remove the spring.
We recommend that you read: How to independently build a columnar foundation from PVC pipes - step-by-step instructions
Bending a metal-plastic pipe using sand or wire can only be done on short pipes. These methods are used mainly in the installation of water pipelines, where pipes are pre-cut into sections of the required length.
When installing heated floors, long pipes are used, twisted into coils (coils). In this case, it is especially convenient to use an external spring, moving it as necessary from turn to turn.
Using a pipe bender
If you need a design with perfectly executed bends or plan long-term work on bending pipes, you will need a pipe bender. This is a machine that allows you to bend pipes of any diameter and obtain a bend of up to 180 degrees. Due to its resemblance to a crossbow, the device was called a “crossbow pipe bender.”
Main parts of the pipe bender:
- templates (shoes or punches) – replaceable nozzles for pipes of different diameters;
- corner supports;
- traverses or bending frame - two parallel strips with holes for attaching supports;
- rod on which the template is attached;
- rod feed and return mechanism.
Depending on the type of rod feed mechanism, pipe benders can be manual or hydraulic.
Manual pipe benders are used for bending pipes with a diameter of 5-32 mm, hydraulic ones - for diameters of 12-100 mm.
The principle of operation is simple: the pipe is clamped between the template and the corner supports and, as the rod moves, it gradually bends due to the pressing force.
The procedure for working with this tool is as follows:
- Install the pipe bender in a horizontal position.
- The rod is moved to the non-working position.
- A punch corresponding to the diameter is attached to the rod. The surface of the punch is lubricated with oil to reduce friction.
- Corner supports are placed in the lower cross-beam at the maximum distance from each other and secure the upper cross-beam.
- A pipe is passed between the supports and the template. Control its location in the groove of the template.
- Press the pipe bender lever and press the pipe into the groove of the template.
- Move the supports closer and press the lever again.
- Gradually rearranging the supports, bring the bending angle to the required one.
- The rod is moved to the non-working position and the pipe is removed.