Pipe welding is a very broad and complex topic. And all because of the wide variety of products offered in stores. There are many types of pipes made from a wide variety of materials, from metals to polymers. And these are just some of the nuances; you also need to take into account where exactly the pipes will be used.
Let's take gas supply, for example. For gas, steel pipes are most often used. To properly install gas pipes, you need to have not only basic welding skills, but also experience. So welding gas pipes is not a task for beginners. But if you already have experience in welding using various technologies, then you can weld a gas pipeline in a house or apartment with your own hands. In this article we will tell you what technologies can be used to perform this type of work and how to weld gas pipes in an apartment or house.
general information
Let's start with the choice of welding technology. For welding gas pipelines, argon arc welding, MIG/MAG welding and gas welding are most often used. There are other technologies, but in this article we are talking specifically about home welding. And the technologies listed above just allow you to weld gas pipes in an apartment.
There is no one best method for welding gas pipes. All methods have their advantages and disadvantages. So we will not confirm or advise which welding technology to choose. You should also consider how thick your pipes are, what type of steel was used to make them, and how difficult it is to access the pipe. Based on this, you need to choose a welding technology.
Before welding, the pipes must be prepared. Clean them from dirt and rust, and also cut the edges if the pipe thickness exceeds 5 millimeters.
Welding steel gas pipelines or pipes made of any other materials is a very responsible process. If you make an insufficiently sealed seam, there is a high probability of domestic gas leakage. And this is fraught with sad consequences. To avoid this, carefully study the welding methods, which we will discuss below. Strictly follow the technology and do not skimp on consumables.
Technology
Gas welding work includes two stages: preparation of the parts to be welded and the welding process itself.
Pipe preparation
Before work, the metal must be cleaned of dirt, rust, and technical oils. Clean the edges and the surface adjacent to them - internal and external - to a distance of at least 20 mm.
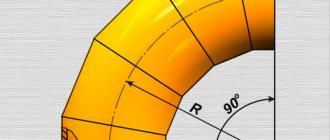
Then follows mechanical processing of the parts - if the metal thickness is more than 3.5 mm, bevels are made on the edges at an angle of about 45º. This is due to the ability of the metal to heat up to a depth of 4 mm. If the thickness is less than 3.5 mm, bevels are not necessary. The sharp edge of the edge is dulled so that the metal does not melt and flow into the pipe. The exact bevel angle and bluntness are regulated by GOST 16037-80.
In cases where the pipeline is not intended to transport gas or liquid under high pressure, other connection options are used:
- with backing ring, without beveled edges;
- with insert ring and socket;
- with making an internal tuck in the pipes for their alignment.
Before starting gas welding work, the pipes are centered and clamped in different places at equal intervals. The number of tacks depends on the diameter.
The material for tack welding is usually the same as for welding - welding wire. The surface of the tack is cleaned, and during operation it is melted or removed.
Gas welding methods
Pipe welding is carried out in two ways:
- The seam is made from left to right (right method). This method is used when the metal thickness is more than 5 mm. When working in the right way, the torch flame is directed backwards - towards the already processed part of the seam, the welding wire is located behind the torch. This helps to increase the depth of melting. The right method has the advantages: low consumption of combustible gas and high labor productivity.
- Laying the seam from right to left (left method). Thin-walled elements are welded in this way. In this case, the torch flame is directed forward - towards the still unwelded joints, the welding wire is located in front of the torch. The welder has a clear view of the work surface. This is a more labor-intensive method, but the result is a more accurate seam, uniform and beautiful.
If the object can be rotated during the welding process, then the work is performed in the lower position. If the joint is fixed, then the work is carried out in stages using the bottom, vertical and ceiling seams. This is the most complex version of gas welding work. If the diameter does not exceed 150 mm, the lower half of the seam is performed first, then the upper half in the opposite direction. Wider pipes (up to 300 mm and more) are welded along four sections of the circumference.
After welding, the seams are cleaned of slag and scale and checked for defects: cracks, holes, undercuts. The convexity of the seam should be 1-3 mm, but not more than 40% of the metal thickness, the width should not exceed the thickness of the pipe wall by more than 2.5 times. The surface must be flat and smooth. If the seam has defects, it must be corrected.
Safety precautions
Safety precautions are basically the first thing you should learn before starting work. Working with gas pipes poses a risk to life and limb, so take this seriously.
Rule one: never suddenly open a gas cylinder. Otherwise, there is a possibility that the oxygen reducer valves may ignite. And what should not be allowed is an explosion of an oxygen cylinder. And such a situation is possible, because the pressure in the cylinder is very high.
Rule two: if you decide to use the gas welding method, then protect your eyes with a welding mask. Otherwise, you may damage your vision. And in general, equipment is needed when using any welding technology. So don't neglect it.
Rule three: do not carry out welding work in a room with tightly closed windows or poor ventilation. Also remove from the room all items that could easily ignite or could themselves cause a fire.
Rule four: after welding, you need to carry out quality control of the joints and make sure that the seams are airtight. Only after this can gas be supplied through the pipes.
WE DO NOT RECOMMEND WELDING YOURSELF. ALL WORK IS PERFORMED AT YOUR OWN RISK! BETTER USE THE SERVICES OF THE GAS SERVICE.
Pipe preparation
Welding work on a gas pipeline requires preparatory work. They consist of cleaning the welded surfaces from dirt and rust. Oil stains are removed using a solvent. Edges are formed on thick walls. Welding of thin walls is carried out without this. The sharp edges are dulled.
Then the pipes are centered to align their axes. This can be done using special equipment. Reliable fixation is mandatory. It is convenient to do this using tacks - short transverse seams made at a certain distance from each other, depending on the diameter of the pipes.
Argon arc welding
Argon arc welding (also known as TIG welding) is a welding method using a tungsten electrode and argon shielding gas. Tungsten electrodes belong to the class of non-consumable electrodes, which means that they do not directly participate in the formation of the seam, but only allow the metal to melt. Due to the molten metal, the seam is formed. And argon gas performs a protective function. It protects the welding zone from the penetration of oxygen, which deteriorates the quality of the seam.
This method is good for welding thin-walled gas pipes. To weld steel gas pipes, set the welding machine to constant current and select electrodes whose diameter matches the thickness of the pipe.
Features of application when working with pipes
Pipelines are most often designed to transport liquid or gas. To prevent the formation of sagging at the site of the butt seams, which would impede the movement of the pipeline contents, the walls should not be melted through. For this reason, the preparation of parts when welding pipes will be different than when welding other products and structures.
Gas welding of pipes is carried out in one layer and in one pass. The permissible convexity of the butt seam is no more than 1-3 mm.
The seam should be smooth, without gaps or irregularities, with a gradual transition to the metal of the parts being welded.
MIG/MAG welding
MIG/MAG welding is a method whose essence is the use of shielding gas and welding wire. This technology can be manual (when the welder himself feeds the wire into the weld pool), semi-automatic (when the wire feed is mechanized, but the welder still controls the feed speed) and automatic (when the wire is fed automatically at a given speed).
The simplest and most inexpensive option is welding using shielding gas and manual wire feeding. You don't need to have expensive semi-automatic or automatic wire feeding equipment. But here you need to have experience, since feeding wire by hand is not easy.
Automatic welding is good for everyone. She feeds the wire herself, and all you have to do is conduct the arc. But the equipment for automatic welding is expensive, and you’re unlikely to want to buy a $500 machine to fix a gas pipe in the kitchen.
Therefore, we recommend that you choose to buy a semi-automatic machine. This is a universal device. On the one hand, it helps you feed the wire, so it will be easier for beginners. On the other hand, it is not that expensive, but it allows you to achieve good quality seams. Using a semi-automatic machine, you can weld pipes made of low-alloy or high-alloy steel.
Here the seam will be formed not only by the molten metal, but also by the wire. So the connection quality will be good if you know how to handle a semi-automatic device. Do not forget that you need to adjust the supply of shielding gas from the cylinder. For this you can use a gearbox. And watch the consumption of shielding gas when welding, it should not be too high. For example, when welding a thin-walled pipe using carbon dioxide, it can take up to 15 liters, and this is normal.
Advantages and disadvantages of welding methods
Advantages of argon welding:
- high quality weld seam, reliable pipe connection;
- long service life;
- Possibility of welding stainless steel and titanium.
Disadvantages include special training and the lack of ability of some devices to operate in DC and AC/DC modes.
The advantages of MIG/MAG welding are high productivity, low smoke, ease of automation of the welding process and absence of slag. This method has limitations for outdoor use and the inconvenience of having a gas cylinder.
Semi-automatic welding of gas pipes can provide high quality connections on metals of different thicknesses, the ability to weld in many spatial positions, and low cost of work when using active shielding gases.
Each welding method has its own disadvantages and advantages
Butt welding of polyethylene gas pipes is quite common and provides low cost, high speed and ease of installation, as well as the ability to connect pipes with diameters of 50-1200 mm.
Gas welding
Gas acetylene welding is a method of joining metals that uses wire, oxygen and acetylene. Acetylene burns and melts metal, and oxygen supports the combustion of acetylene. In general, this is a good method for welding thin-walled pipes, but the quality of the seam is noticeably worse than with argon arc or semi-automatic welding. In addition, you will have to tinker with gas cylinders, and this is not always convenient. This method also requires considerable experience and dexterity, which home craftsmen often do not have. So if you are not confident in your abilities, then it is better to cook with a semi-automatic device.
The wire must be selected so that its physical and chemical properties coincide with the properties of the metal that needs to be welded. Also install a reducer on the oxygen cylinder to regulate its supply.
Technological process of gas cutting
In the manufacture of metal structures, not only gas welding is used, but also metal cutting. It allows you to work with the following workpieces:
Gas cutting
- discs, rings;
- contour elements combining straight and curved lines made of steel up to 200 mm thick:
- parts of complex configuration;
- sheets more than 4 mm thick;
- channels from No. 16;
- I-beams from No. 20.
To obtain a high-quality cut, the metal surface is first cleaned of dirt, paint, oil or rust. Metal cutting is a thermal processing method divided into stages:
- The heater brings the temperature to 1100 C.
- A gas burner supplies oxygen to the work area.
- The jet, in contact with the metal, ignites. The flame core should be located at a distance of 1 to 1.5 mm from the surface to be treated.
- Under stable gas supply conditions, the flow easily cuts the workpiece. The speed of the jet depends on the chemical composition of the material being cut.
Welding methods
Welding gas pipes in an apartment
INDEPENDENT WELDING OF GAS PIPES IN THE APARTMENT IS PROHIBITED!
To repair or replace pipes, you need to call a gas service or a special private organization that is granted the right to carry out the work. We do not recommend carrying out work without the involvement of specialists. But in your private home you can do whatever you want.
So, if you decide to do the welding yourself or want to monitor the work of the gas workers, then read our tips below.
The first thing to do is turn off the gas supply. Household gas is highly flammable and may cause a fire. If the gas workers did not fulfill this point, then you should already have questions for them. If the pipes are of small diameter, then one specialist can handle the job. And if you need to weld gas pipes of different diameters, then adapters must be used. Thanks to them you can avoid gas leaks. Also make sure that the adapters are mounted.
Next, you need to purge the gas pipeline to remove the remaining household gas. The next step may vary depending on the type of work. Well, let's say you need to move a gas pipe to another location. In this case, you need to make a hole in the pipe and weld a bend to it. After this, you need to install a special tap on the outlet to regulate the gas.
Then you need to apply gas and check if there is a leak. The easiest way is to apply soapy water to the pipe and wait a couple of seconds. If you find places where the foam is bubbling, then there is a leak. The work needs to be redone. If the installation was carried out correctly and without leaks, then you can turn on the previous gas supply.
Welding equipment and materials
Equipment for welding work differs depending on the welding technology. But the result must always be of high quality and the welder’s work must be safe and productive.
Arc welding
For electric arc welding, a transformer welding machine operating on alternating current is used. To move it, a special device on wheels is required.
An inverter can be used as a mobile welding machine, because... This device is lightweight and compact in size.
Argon arc welding
Argon welding requires large investments in equipment and materials.
Here you need:
- Arc welding machine with optimal voltage;
- Power device for supplying voltage to the burner;
- Oscillator to maintain voltage and create a pulse that maintains arc stability;
- A device that supplies argon to the welding zone;
- High-quality burner with ceramic nozzle;
- Argon cylinder, hose for connecting it to the burner;
- Tungsten wire;
- Electric transformer for supplying voltage to switching devices;
- Inductive-capacitive filter;
- Worker personal protective equipment (helmet, gloves, etc.
Gas welding
For gas welding you must have:
- Acetylene generator;
- Oxygen cylinder;
- Safety valves for cylinders, safety devices that help prevent fire when the flame returns from the burner;
- Reducer for oxygen and working gas cylinders. They help regulate pressure.
- Supply hoses, also called hoses.
- Burner;
- Welding table.
MIG/MAG welding
The following special equipment is used here:
- Source of direct and alternating current (pulse inverter or conventional converter);
- Shielding gas cylinder. This element must be equipped with a gearbox;
- A set of hoses and cables that are required to supply the gas composition;
- Burners with a mechanism for advancing the melting rod.
A special wire made of aluminum base, steel or other materials is used as a consumable electrode. It is wound on a drum and fed into the welding area automatically.
To perform high-quality welding using any of the methods, in addition to the basic equipment, you also need additional:
- electrodes
- slag brushes
- welding masks
- ground terminals
- electrode holders,
- electrical cables
- wire
- broaching rollers
The quality of the welded joint and seam depends on the correctly selected equipment, both basic and additional.
What is included in gas equipment maintenance?
MINIMUM LIST OF WORK PERFORMED (SERVICES PROVIDED) FOR MAINTENANCE AND REPAIR OF IN-HOUSE
AND (OR) IN-Apartment GAS EQUIPMENT
according to the Decree of the Government of the Russian Federation dated 05.14.2013 No. 410 (as amended by the Decrees of the Government of the Russian Federation dated 04.15.2014 N 344, dated 09.04.2015 N 941, dated 09.09.2017 N 1091, dated 06.10.2017 N 1219, as amended Decision of the Supreme Court of the Russian Federation dated December 10, 2013 N AKPI13-826)
Name of the serviced object
1. Visual inspection of the integrity and compliance with regulatory requirements (inspection) of in-house and (or) in-apartment gas equipment
intra-house and (or) intra-apartment gas equipment
2. Visual check for free access (inspection) to intra-house and (or) intra-apartment gas equipment
intra-house and (or) intra-apartment gas equipment
3. Visual check of the condition of the painting and fastenings of the gas pipeline (inspection)
4. Visual inspection of the presence and integrity of the cases in places where they are laid through the external and internal structures of apartment buildings and households (inspection)
5. Checking the tightness of connections and disconnecting devices (instrumental method, soaping)
intra-house and (or) intra-apartment gas equipment
6. Checking the functionality and lubrication of disconnecting devices
shut-off devices installed on gas pipelines
7. Disassembly and lubrication of taps
household gas equipment
8. Checking the functionality of devices that allow you to automatically turn off the gas supply when controlled parameters deviate beyond acceptable limits, its adjustment and adjustment
safety valves, gas control systems
9. Adjusting the gas combustion process in all operating modes, cleaning the burners from contaminants
household gas equipment
10. Checking the gas pressure in front of gas-using equipment with all burners running and after stopping the gas supply
individual cylinder installation of liquefied hydrocarbon gases
11. Replacement of cylinders for liquefied hydrocarbon gases
group and individual cylinder installations of liquefied hydrocarbon gases
12. Checking the presence of draft in the smoke and ventilation ducts, the condition of the connecting pipes with the smoke duct
smoke and ventilation ducts
13. Instructing gas consumers on the safe use of gas when meeting domestic needs