Sheet polypropylene is a modern construction material with excellent characteristics. It is used in construction as an insulating material; in addition, it is used to make swimming pools, various containers, ventilation ducts, and is used for finishing individual treatment units.
Welding polypropylene is more reliable than mechanical fastening of sheets and gluing. Heating to the melting temperature ensures the strength of the joints, the seams are sealed, do not allow water to pass through, and do not deform during operation. There are several technologies for temperature bonding of sheet polymer, all of which will be described below. For this purpose, special equipment is used; working with it requires certain knowledge.
Properties and types of polypropylene
Composite and monolithic slabs are created from a polymer material, obtained by rolling, which compact the porous structure, give shape, and create a smooth surface. Main characteristics of the sheet:
- high tensile strength, compression, torsion;
- low specific gravity, no more than 0.92 g/cm3;
- small expansion coefficient, maintains structure homogeneity in the temperature range from +80 to -40°C;
- environmental safety, does not emit harmful components;
- chemical neutrality to aggressive environments of acidic and alkaline nature;
- hydrophobicity: the material does not absorb moisture;
- UV resistance;
- dielectricity.
The material is easy to install using fasteners and can be cut, milled, welded, or glued. The sheet is available in three types:
- dense – has a homogeneous structure;
- cellular – loose, has soundproofing properties;
- foamed - used as insulation.
Main characteristics of polypropylene
This material is produced industrially from macromolecules of an isotactic structure, and the process of formation of polypropylene in the form of sheets is as follows: the molten material is passed through rollers. Polypropylene is characterized by its use in the creation of various containers, large-diameter pipes, it also has insulating properties and in this area it has also found active use.
Let us note the main characteristics characteristic of sheet polypropylene:
- Does well in humid environments
- Differs in mechanical strength,
- The material is resistant to various chemicals: alkalis, acids, salt solutions.
- Not afraid of ultraviolet rays.
Another important feature characteristic of polypropylene is the versatility of its installation. This material can be cut and joined in many ways. Currently, the most commonly used are the following:
- Mechanical. It involves the use of fasteners. It is worth noting that a structure made in this way will not have high thermal insulation properties.
- Gluing. This method is very popular because the material is in good contact with mechanical substances, and the glue will not damage it in any way.
- Welding polypropylene sheets. Using this method, you will get a high-quality and durable connection; a special tool for welding polypropylene will help with this.
Welding technology
During temperature bonding, the structure of the polymer is not disturbed; the adhesion of the parts being connected occurs due to the process of interdiffusion. Welding polypropylene sheets involves heating the joint to a viscous-flowing state. When choosing equipment, it is necessary to take into account that when heated slowly at the joints, the material shrinks, and the quality of the seam suffers as a result. The welding temperature depends on the type of tool. For installation of sheets, the polyfuse method is used, when the joints are heated. Another connection is made using an extruder. You can heat polypropylene with an air gun (hair dryer).
Having the necessary equipment, you can join the sheets with your own hands.
Methods for manual welding of polypropylene sheets
Hair dryer for welding polypropylene
During installation, two tools are used: a welding extruder for polypropylene and a hair dryer.
Polypropylene wire or welding rod is placed between the sheets to be welded. It is selected according to the type of material being installed and must correspond to it in terms of the class of material and type of manufacture.
Polypropylene sheet: blank material overview
Sheet polypropylene is produced from granules by extruding (squeezing out) a molten mass of polymer through a calibration hole (slit). Using this technology, it is possible to obtain rolled sheets of any width or length.
However, sheet polymer is sold in the form of measured sections up to 1.5 meters wide and up to 4 meters long. The surface of the sheet can be matte or glossy. In the latter case, the sheet is covered with a special film.
Like any other product made of polypropylene, the sheet material is a good dielectric, has enviable hydrophobicity and sufficient abrasion resistance and high chemical resistance.
Therefore, polypropylene sheets are used as a finishing material or as a structural material. In the latter case, the joining of sheets or sheet blanks is ensured by polypropylene welding - a special technology for forming high-strength and hermetic permanent connections. Moreover, in the welding process, both thermomechanical and only thermal technologies can be used.
Bonding polypropylene sheets
Products with uneven surfaces are bonded chemically. This method is rarely used due to the fact that polypropylene is a difficult-to-glue material, it requires a special composition, traditional mixtures for plastic are not suitable, you need to pay attention to this. There are several types of glue:
- thermoactive based on polyphenolic resins or two-component, with a hardener or hardens when heated;
- thermoplastic one-component, the curing temperature must be indicated on the packaging.
Technology and general principles of polypropylene welding
Welding polypropylene sheets involves joining parts by heating the material without changing its chemical composition. The polymer binds together to create a viscous-fluid state when heated.
Do-it-yourself polypropylene welding can be done using a special gun with hot air supply (hair dryer). In the design of such a device, the air is heated evenly, which creates a good environment for welding polymer parts.
IMPORTANT: when using manual welding machines, it is necessary to take into account the fact that when welding elements slowly, the material around the seam is usually subjected to the greatest heating, which reduces its technical performance and, as a result, the quality of the seam.
An extruder, as a device for welding polypropylene, is also often used in production. This process is carried out in a dry, warm room. The joint surfaces (edges) of the parts to be welded must be cleaned with fine sandpaper.
A special filler rod enters the extruder, which, when heated, welds the necessary elements. The cooling time for such welding is approximately 5-7 minutes.
A mechanical welding machine for polypropylene is used mainly in cases where it is necessary to exert maximum effort so that the edges of the parts come into contact with each other. It is not always possible to achieve this with the help of improvised means.
Welding polypropylene (the video is on the website) mechanically involves the use of a special support frame with an instrument block and a hydraulic unit. This frame has special grips on both sides, between which liners are installed to maintain optimal pressure distribution on the elements being connected.
A welding machine for polypropylene has a heating element, which is a disk with a special coating. Inside this disk there are heating components (heating elements), and outside there are temperature control sensors and thermostats.
Let's sum it up
Typical welding mistakes that beginners make:
- Wet and dirty joints reduce the quality of the connection; they can get dirty when laid on a flat surface, so this is also cleaned.
- Wrong choice of filler rod; it is important to know the markings of the sheet before purchasing it. Letter symbols indicate the type of polymer: BS (block layer), V (foamed), G (homogenized), M (monolithic), PP (polymer).
- Uneven heating of the working area and the additive; if the rod is soft, it will be difficult to press it between the elements being welded, it will bulge, and it will be easy to pull it out. If the additive is colder than the sheet, wrinkles will form at the seam.
- Low or high speed of adding the additive: at low speed, deposits will form, at high speed, the seam will tighten.
- To check the strength of the connection, the cooled seam is heated with hot air, then all defects become noticeable.
Types of welding equipment
Leister hand-held devices Professional welding guns and extruders Leister (Switzerland)
Weldy hand guns Construction guns and kits for welding plastics
Welding machines Leader Compact and reliable manual extruders Leader
Automatic welding machines Convenient professional automatic welding machines and testing equipment.
Welding machines Semi-automatic machines for butt welding of sheet plastics
Stitching rollers
Nozzles
Welding with a soldering iron
An ordinary electric soldering iron is also suitable for bonding film at home. It is best to put a tip with a student or poster pen made of metal on its sting. If the polymer is burned through, the tip is slightly moved from the tip of the device - this reduces the heat transfer area.
Soldering is more reliable if you attach special rollers to the soldering iron. The tip is ground off until it stops, a groove is cut in the center of the end, for which a hacksaw is used. You will need a copper disk with a diameter of 1 cm (those who are serious about building such a device can grind it themselves).
Drill a hole with a diameter of approximately 5 mm to attach the axle, insert the disc into the slot made and secure it. It should rotate freely. To ensure an even weld, guide it along a ruler. The device must be guided to the point where the seam ends, without tearing it off, with pressure. This approach is most often used for sealing bags. To get a beautiful seam, practice a little on unnecessary pieces.
Welding with rod
For example, when laying PVC linoleum, welding using a filler rod is required. Linoleum is pre-prepared. It should be laid firmly on the floor.
All joints must fit without creating cracks or gaps. A high-quality seam without the use of special equipment is very difficult. A regular hairdryer is not capable of doing this due to the significant thickness of the linoleum.
Requires special tools and equipment. Before welding with a rod, the edges must be prepared; the molten rod will ensure their reliable connection. The resulting deposits are removed with a special knife.
Welding plastic using solvents
There is another type of welding for polymers, using solvents. To do this, a specialist will need to perform a certain series of actions: wetting the welded edges in a solvent, waiting for the material to swell under chemical action and become soft, using pressure to adhere and harden the weld. This type of welding is used in conjunction with amorphous polymers, which are well suited for this task. Materials that have a crystalline structure usually also have high resistance to solvents.
To wet two surfaces, as a rule, a regular sponge or other similar material is used. The amount of solvent should not be large so as not to cause leaks that are destructive to the material. Immediately after wetting and softening, both surfaces must be immediately attached to each other. Sometimes additional heat is also used to speed up the evaporation of the solvent. In general, solvent welding of plastics is simple and cheap, but due to the toxic fumes from the solvents themselves, it is rarely used, in fact, only in cases where other methods do not work.
Welding with heating devices
One of the simplest methods of heat transfer is direct contact of the plastic surfaces being welded with the heating device itself or (in the case of air devices) heated air jets. Due to the simplicity of the technical process and the availability of devices and accessories for them, they are widespread.
- First, a warm-up takes place as the first stage. In this case, the melted edges are securely connected to each other.
- Contact between heated plastics and parts to be welded is maintained with a certain force for some time.
During heating, it is necessary that the contacting surfaces have penetration to a certain depth. This is also necessary in order to avoid working with any uneven surfaces.
There is a list of technological parameters for welding plastics:
- Heating element (or medium) temperature
- Heating duration
- Pressing force of the tool to the part
- Compression force of welded parts
- Duration of pressure after completion of welding
It is extremely important to clean the contact surfaces as much as possible to produce a quality weld. Because inclusions of other materials, dirt, dust inside the seam will negatively affect its reliability. If the surface is covered with oily secretions, they are removed with appropriate solvents (safe for the polymer itself). If it is impossible to clean, or the edge of the object is too uneven, it is simply trimmed to create a smooth, clean cut.
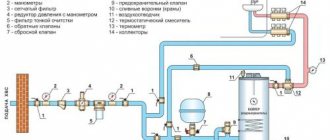
Welding of polypropylene pipes
When installing modern water supply and heating systems, polypropylene pipes are widely used. Today, a technology for their installation has been developed, with which it is possible to assemble elements of various diameters.
Polypropylene pipe welding machine
Figure 3. The machine for welding polypropylene pipes includes a thermostat, a handle and a heating plate.
Welding of such products is carried out using a special welding machine, which has a fairly simple design, and the operating principle resembles a regular iron (Fig. 3). This device consists of a thermostat, a heating plate and a handle. The heating element has two holes into which elements to be welded are installed during the work process.
Using nozzles of different diameters, you can weld pipes of different sizes. The standard set contains 4 sets of such nozzles: 20, 25, 32 and 40 mm. Their working surfaces are Teflon coated, so making such a device with your own hands is impossible. Welding nozzles can be turned at home on a lathe, but without a Teflon coating, plastic will constantly stick to them.
Preparation for welding polypropylene pipes
In addition to the welding machine for welding plastic pipes, you also need to prepare:
- a sharp knife or trimmer for cutting the edge of the pipe at an angle;
- ruler;
- marker;
- rags;
- alcohol for degreasing.
Technology of installation of polypropylene pipes.
Heating attachments are attached to the welding equipment. After this, connecting the device to electrical power, use a thermostat to set its operating temperature to about 260 °C. The time for heating the nozzles to the required temperature depends on the ambient temperature. To avoid damage to the heated nozzles during work, they must first be cleaned with a cloth made of non-synthetic material.
After this, the serviceability of the cutting element is checked by making several cuts on a test piece of plastic. This should result in an even cut without burrs. Otherwise, the tool must be sharpened on a sharpening machine. Before welding begins, all elements are carefully inspected for any defects. The ends of the pipes to be welded and the fittings into which they are inserted are thoroughly cleaned and degreased.
Next, using a special tool, the pipe walls at the prepared end are beveled at an angle of 45°. This will prevent the plastic from scuffing when the end of the pipe is inserted into the fitting. Having previously inserted a pipe into the fitting, a marker marks the depth of its entrance. It should be taken into account that the pipe is not inserted into the coupling all the way. To avoid expansion of the pipe in the welding zone, a gap of at least 1 mm is left.
Extruder welding
Another type of welding is possible, using an extruder, which is produced with a finished melt. And instead of special “frying”, the heat of the molten filler material is immediately used to create the seam.
Welding is carried out only if the temperature of the melt is 50 degrees higher than the temperature of the base material being welded. There are two types of welding: non-contact and contact.
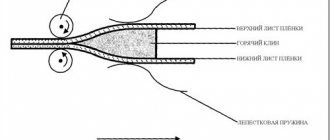
With the non-contact method, the pressure is carried out with a special roller, while with the contact method this occurs under pressure from the extruder nozzle itself, as shown in the figure.
Welding polyethylene using a heating element (Butt Welding)
Polyethylene welding using a heating element (also called butt welding) is used for welding plates, blocks and other semi-finished profiles. This type of welding is extremely widely used for welding pipelines made of thermoplastics. Unlike the previous two welding methods, this method does not require the use of filler material.
For welding using a heating element, the so-called. machines for butt welding, the principle of operation of which (heating using a heating element of various shapes) is the same, and differing only in the type of drive (manual, mechanical, pneumatic, etc.) that transmits shear force to the elements being welded. In addition, butt welding machines may be equipped with special equipment and various options - for example, for welding sheets at an angle, for rolling up the sheets being welded.
Some types of butt welding machines, in addition to HDPE, can also weld HMPE and UHMWPE.
When butt welding polyethylene, the necessary heat is supplied directly from the heating element to the welding zone of the surfaces being joined. This achieves a more favorable heat distribution, so that no zone of the material is loaded with more heat than another. In addition, the mating surfaces of the heating element must be clean and completely adjacent. This type of weld exhibits little internal stress and can be loaded in much the same way as the original material.
Hand soldering irons and hair dryers
Manual welding of a polypropylene sheet, pipe or other part can be carried out by fusion using a soldering iron, or using a technical hair dryer (extruder).
To facilitate the fusion process, a special filler rod is used, made from the same polypropylene.
Before welding the workpieces using this method, the joining surfaces are cleaned with fine sandpaper, which eliminates all existing irregularities and ensures an ideal mating.
The rod for welding polypropylene parts first enters the extruder, where it is heated to the required temperature. And only after this they proceed directly to welding the sheet blanks themselves by compressing them.
After completing this procedure, leave the joint for about five minutes so that it can cool completely.
Since working with an extruder involves manual control, when using it it is not always possible to ensure uniform compressive forces, which affects the quality of the seam.
Note that the seam obtained by manual fusion is inferior in quality to the connection formed by automatic welding. Its strength index (in comparison with a monolithic polypropylene product) does not exceed 0.8.
Using an iron as a welding heater
The next popular method is to melt the film and create a joint using an iron. The advantage of this method is that large areas of the film can be welded in this way, while creating the desired seam width. Since any iron has a thermal relay and the ability to regulate the temperature, choosing the required thermal mode for polyethylene of various thicknesses is not difficult.
The welding process is best carried out on a smooth wooden surface. Pieces (sheets) of film are overlapped, the width of which is selected individually, then the top layer is covered with paper or a fluoroplastic sheet, after which it is pressed and the iron is drawn along the welding line. The clamping force, speed and temperature are selected experimentally.
The nozzle is made of brass, copper or aluminum.
Welding of polyethylene and polypropylene (PE, PP)
Materials such as polyethylene and polypropylene are the most common thermoplastics due to their basic properties. These are common polymers that are inexpensive and easy to weld using hot welding methods. The scope of application of these polymers is also huge, from films and pipes, to insulation, parts for construction and even food containers and containers.
It is important to note that not all types of welding are suitable for PP and PE. So, for example, it is impossible to weld with high-frequency currents, as well as when using solvents, which is due to the structure of these materials. But the use of hot air devices (or extruders), on the contrary, is encouraged.
Manually
Manual welding is performed using a compact device, the working part of which is a mandrel , which is a heating surface to which nozzles are attached to melt fittings and pipes.
A description of the process of how to weld correctly takes only three points:
- drawing up parts to be connected;
- mandrel girth of elements;
- mutual fusion of parts when heated.
If the work is done correctly, after cooling, an even seam of equal height is formed on the surface.
Varieties
There are two types of hand-held hair dryer for welding polymers: industrial and household. They have the same design, but differences in capabilities and additional options.
Industrial appliances have high power and high air heating temperatures. They are used to install large pipelines, for example. In addition, such hair dryers are used in conjunction with a special soldering station. You are unlikely to use such equipment in everyday life, and besides, it is very expensive. Therefore, we will not dwell on it in detail.
But it’s worth talking about household welding hair dryers. They operate from a regular outlet and heat the air up to 600 degrees. So you can do everything: repair plastic pipes in your country house, or repair a cracked plastic bumper on your car. Household hot air guns are compact and lightweight, do not take up much space and are quite economical in terms of energy consumption.
In cheaper models, temperature adjustment is manual. You set the final air heating temperature yourself. But we still recommend purchasing a device with automatic temperature control. You are not going to become an ace in soldering plastic. And the automatic mode will save you time and nerves.
How does automatic mode work? The welding gun has a special sensor that reads how far away from the workpiece you are holding the device. In general, it is recommended not to change the distance during welding, but if you accidentally move the hair dryer further or closer, it will automatically adjust the desired temperature.
If you use a hairdryer with manual temperature control and accidentally move it away, the plastic and rod will no longer heat up to the set temperature. And this leads to poor connection quality.
Also pay attention to the power of the model you choose. A construction hand-held hair dryer for welding polymers must have a power of at least 1.6 kW. Optimal power is 2 kW.
Using a soldering iron to weld film
Connecting sheets of polyethylene using a conventional soldering iron (40-60 W) allows you to obtain a strong seam, which will require minor modification of the tool. Using a soldering iron without special attachments will not give high-quality results. The joint will be uneven, and there may be places where the material will spread.
Film welding scheme.
To obtain a good result and weld joints of significant length, you will need to use additional devices. There are several options for modifying the soldering iron.
Take a regular soldering iron, then remove the end of the tip. A cut is created using a hacksaw. After this, a copper or aluminum plate is inserted into the cut and secured with a rivet. The surface of the plate is processed, its edges are rounded with a file. Welding is carried out by slightly pressing the soldering iron at an angle of 45° and moving it evenly.
Temperature and pressure are selected experimentally. When creating a joint, it is recommended to place a flat wooden or textolite substrate under the bottom layer of film, and center the soldering iron on a flat block. In some cases, thin paper will be placed between the plate and the film. This is relevant if thin film is being welded. After creating the seam, the paper is carefully separated.
An approximate sample of a nozzle is shown in Fig. 1 (1 – plate; 2 – soldering iron and its rod).
Ultrasonic welding diagram.
It is possible to install the disk in a separate tube-tip, and it, in turn, is put on the soldering iron tip. Welding pieces of film is carried out by rolling a heated soldering iron to the required distance. The amount of pressure is adjusted depending on the welding of the seam. This method allows you to carry out a significant amount of work.