A worker welds a HDPE pipe
HDPE pipes with a diameter from 20 to 1200 mm are often used due to their ease of installation. These tubes can be either pressure or non-pressure. There are detachable methods of connecting pipes (connecting with flanges and fittings), as well as one-piece methods such as: butt welding of polyethylene pipe products, in which I use a butt welding machine, as well as connecting polyethylene pipes with couplings. Depending on the conditions under which the operation will take place, a certain type of pipeline connection is used. Welding HDPE pipes is the most reliable method.
Welding HDPE pipes: technology and application.
If the system will be under pressure, they usually use welding of HDPE pipes with their own hands.
Welding of various types of polyethylene pipes is used:
- butt welding;
- electrofusion welding;
Electrofusion welding of HDPE pipes
Butt welding of HDPE pipes
Before welding HDPE pipes with your own hands , you need to prepare everything:
- Mechanically process the areas of the future HDPE butt welding connection;
- Equipment for welding HDPE pipes is checked. Here we will dwell in more detail;
- you should visually check the device for serviceability;
- refuel the electric generator and test run it;
- the scraper, trimmer and other components should be cleaned from adhering polyethylene;
- check the amount of oil in the hydraulic system.
Preparation for welding.
Before starting work on the machine, you need to check whether the safety devices are functioning correctly, whether the moving parts are blocked, whether there are visible defects, and whether all components are installed correctly.
Important! It is necessary to pay special attention to the power wires and electrical elements of the device: the heating plate and the trimmer. The power supply system must have a suitable fuse.
To obtain a high-quality weld, you must perform the following steps:
- In unfavorable weather conditions, install a protective tent over the planned welding site;
- Then install the welding machine along with its components near the welding site. Choose a place that is as dry and clean as possible. If the construction site is marshy, then the welding machine must be placed on a pallet or boards;
- Bring a 230V (+5%, -10%), 50Hz power source from the power grid or from a current generator with the appropriate power to the work site;
- Place the centralizer in the place where welding work is performed. Prepare clamps of the required size depending on the size of the elements to be connected. To do this, you need to open the clamps and, if necessary, install the appropriate reducing rings. Then secure the clamps using the mounting screws;
- Fix the elements intended for welding symmetrically so that they protrude at least 3 cm in relation to the edges of the clamps. If establishing alignment causes difficulties, it is necessary to install pipe stands under the elements to be welded, with the help of which you can adjust the height of their support ;
- Connect the main power cord to a grounded outlet using a working three-wire cord (or extension cord);
- Check the position of the residual current switch (which also protects against overload currents), which should be in position “1”, and then turn on the main switch, i.e. move to position “1”;
- Do not use a two-wire power cord. Be sure to use a three-wire extension cord.
HDPE butt welding
welding of HDPE pipes is more difficult than electrofusion. Take on the process if you are confident in your abilities and have a welding qualification and experience. Note that welding is an economic process that consumes little energy.
The HDPE butt welding machine forms a monolithic seam equal in quality and properties to the base material. This is how polyethylene pipes, fittings, etc. are connected. This method is applicable only for the same brands and diameters, with a wall thickness of no more than 4.5 mm and a diameter of more than 50 mm. temperature of the HDPE pipeline is also important; the connection should be made in the temperature range from - 14C to +47C.
The average welding temperature for HDPE pipes is 130-140 degrees.
The method requires the presence of special equipment.
HDPE welding machine
- Vernier calipers - for measuring the dimensions of the material;
- Centralizer – for fixing compression of pipes in the axial direction;\
- Trimmer - for mechanical processing;
- Hydraulic drive – for constant pressure on pipes with precise adjustment.
Butt welding of polyethylene wire: procedure and action plan
- check the ovality of the polyethylene product, whether the dimensions correspond, and remove possible irregularities with an electric trimmer;
- install the pipes in the centralizer, maintaining a 4cm distance between the ends;
- This is followed by melting of the ends using a welding apparatus, and the melting process begins;
- The tube should be heated for a certain time, in accordance with which the welding table for the HDPE pipe line will help you choose.
- Immediately after heating, the HDPE is connected end-to-end using the heated ends of the pipes.
- Next, the pipe butt welding machine produces the necessary pressure, after which the final burr is created.
After the polyethylene has cooled, a collar-sealed seam is created. Distortion of the pipe wall by more than 9-10% of its thickness should not be allowed.
Introduction.
Butt welding involves connecting two ends of plastic pipes (made, for example, from PE polyethylene or PP polypropylene, etc.), heated to a certain temperature. This is followed by compression of the heated ends with appropriate force, without the use of additional connecting elements. A condition for the correct execution of the butt welding process is monitoring the state of parameters, such as:
- Clamping force (achieved by regulating the pressure in the hydraulic unit);
- Heating temperature;
- Duration of successive stages of the technological process.
The elements to be welded must be made of the same type of material. Moreover, the thickness of their walls must match each other. In other words: the elements to be connected must belong to the same size group and pressure class.
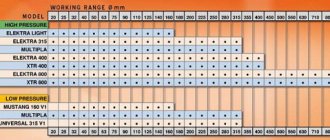
Polyethylene pipe welding tables
We recommend using a special table of parameters for welding polyethylene pipes. It lists the recommended parameters for butt welding of a pipeline.
HDPE pipe welding table
Welding time tables for HDPE pipes
butt welding of polyethylene pipes table
Purchasing products on favorable terms
sells equipment for butt welding. The product range includes centralizers, hydraulic units, and welding machines. The products comply with international standards and are accompanied by quality certificates and certificates of conformity.
Benefits of cooperation.
- Wide range of products. An experienced and a novice master will be able to choose a suitable solution. The range of products is periodically expanded. New products appear regularly.
- Affordable prices. The product is sold without additional extra charges. When placing a wholesale order, the buyer receives a discount.
- Qualified help. The company's consultants will help you order suitable equipment. They will tell you about the specifics of the product and provide the necessary recommendations.
Products are shipped from the company’s warehouse and sent to anywhere in the Russian Federation.
Welding HDPE couplings
Electrofusion welding of polyester pipes
An electric coupling is a shaped part of various sizes made of HDPE material, inside of which there are electrical spirals. There are different forms for different types of connections.
Creating a weld seam:
- removing contamination of pipes from grease and other unwanted substances;
- An electric current is supplied to the coupling spiral, which increases the temperature of the ethylene and melts it.
- then the ends underneath are heated. coupling
- the pipeline expands, thereby creating the pressure necessary for welding.
- the electricity is turned off and the HDPE pipe being welded cools down, thereby forming a reliable, hermetically sealed connection. After cooling, it is removed and a document is printed - an electric welding protocol.
The importance of purchasing original equipment
The quality of the welded joint depends on the specifics of the tool used. The use of certified products guarantees compliance with technological standards and reduces preparation and installation costs.
The work is entrusted to qualified specialists who take into account the specifics of the pipeline, the parameters of the welding installation, and the conditions for laying the line.
HDPE welding: price, rent
Many companies in large cities offer the rental service of a machine for welding HDPE pipes. The user avoids the need to buy a welding machine and receive it for temporary use, saving money.
Advantages of renting a welding machine.
- specialist. the equipment is quite expensive, renting allows you to save;
- There is a large selection of equipment to suit your changing needs.
price ranges from 2 to 4 thousand rubles per day.
Quality control - we check the result of the work
This procedure is carried out after completion of all work and is intended to identify the presence of possible defects that could arise during the installation of the pipeline. It should be noted that such a concept as a defect includes inhomogeneities of micro and macro types. These “troubles” can arise as a result of violations of welding and assembly technology.
We recommend! Application of aluminothermic technology for welding rails on the railway
Defects are divided into two types:
Also, it is necessary to note such types of defects as destructive and non-destructive - they arise in the process of exposure of the welded joint to polyethylene.
The quality check itself is carried out by laboratories, express methods, and special organizations that have a certificate from an industry testing center (conduct in-depth research). If the pipeline was laid by a master at home, then it is enough to check the seams for leaks - a test run of water is carried out and the system is monitored for 2-3 days.
Reasons for the uniqueness of PE
We can talk about the noticeable rigidity of high-density polyethylene pipes. This is due to the strong bond of this product at the molecular level. For this reason, the production is considered extremely durable.
The main advantage of low pressure PE is that it is made from petroleum. This material is resistant to low temperatures, does not emit harmful substances into the environment and is not considered dangerous to people.
According to their purpose, the following types of high-density PE pipelines are distinguished:
- Technical (used in sewerage, gas supply and cable production);
- Food grade (suitable for designing drinking elements).
Depending on the connection method, there are detachable (easily disassembled after soldering) and permanent (they cannot be disconnected; they are used at high pressure).
Instructions: how to weld plastic pipes
You need to learn how to socket weld plastic pipelines in practice. Pipe blanks and components for systems are always purchased with a reserve. To acquire skills in operating equipment, plastic elements are cut into small pieces. The technological process consists of several stages, each of them is considered separately.
Preparing pipes for welding
Cut the plastic into fragments in accordance with the wiring diagram. The edges are made at right angles. First they make markings, then cut into the plastic. Only after this the workpiece is finally cut with a sharp force. The elements are laid out on a clean, flat surface in an order convenient for welding. The necessary connecting elements are placed nearby: fittings, bends, tees, couplings.
Before welding, each joint is cleaned so that no burrs remain and degreased. Pipes with a foil layer must be folded - the metal layer is completely cut off at the joint.
Setting up the welding machine
Nozzles of the required diameter are attached to the soldering iron. The welding tool is firmly placed on a flat surface so that it does not wobble. The heating regulator is moved to the desired position. To weld plastic pipes, the soldering iron is heated from +255 to 280°C, regardless of the thickness of the pipelines. The only thing that changes is the heating time of the parts during welding and the holding interval of the joint before hardening.
The welding machine comes with attachments for pipes of various diameters.
Heating of parts
When welding, both elements are heated simultaneously: pipe blanks from the outside (they are inserted into the heating element), fittings from the inside (they are placed on the heater). The parts are advanced with moderate force until it stops – the iron plate. The heating time is counted from the moment of contact, the interval depends on the diameter of the pipe workpiece:
| Workpiece diameter, mm | Heating time, sec | Nozzle depth, mm |
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
The holding time of the joint is from 4 to 8 seconds. The data given in the special propylene welding tables are approximate. Before installing the pipeline, heating and holding times are established experimentally. The plastic should not be heated to the entire depth of the wall, so that there are no internal sagging. The experimental workpieces are made small so that the inner surface of the socket joint can be seen.
Connecting parts
The polymer pipe and fitting heated on the nozzles must be connected quickly, with force, avoiding distortions. They do this in one movement, without turning. Workpieces for welding with a diameter greater than 50 mm (for the drainage system) are connected using a centering machine; high-quality connections cannot be obtained manually. The blanks are held in your hands until the plastic hardens. After this, the formed unit is left until completely cooled for 3-10 minutes, depending on the thickness of the workpieces.
Parts heated on the nozzles must be connected quickly, with force, avoiding distortions
Stripping
Use a file to carefully remove the outer deposits of polymer. They should not be large if properly heated and compressed. There should be no internal sagging on the seams, this is a defect. After installing the water supply, you need to make sure that the seams are secure. Water is supplied to the system no earlier than an hour of exposure. If a leak is detected, the joint is cut out and a new flange connection is made in its place.
Finishing features
Since the bathroom has a specific microclimate with high humidity, finishing materials must be chosen especially carefully. The best option is good old ceramic tiles, you just have to choose a beautiful design.
You can also make decorative inserts from mosaics or artificial stone. More economical methods would be painting with water-repellent compounds and PVC panels.
Try to adjust the space of your small bathroom using geometric lines. Horizontal stripes on the walls can visually expand them, and vertical stripes can raise the ceiling. Tiles laid diagonally on the floor will also visually increase the space and give the interior some dynamism.
Decorate one of the walls of the room with a darker color, for example, in the area of the shower, bathtub or sink. This technique will also visually add volume to a small room.
Detachable connection methods
If we consider detachable connection options, they are implemented using flanges and compression fittings.
With strict adherence to installation, they turn out to be as reliable as those created by using a welding machine
Any type of permanent connection includes an elastic part. When compressed with a tightening tool, it fills all the voids in the joint area, thereby eliminating leaks.
Using HDPE fittings
To implement this method, compression fittings are used, which are fittings supplemented with external threads on both sides.
They are able to join pipes, providing a tight connection with high sealing performance. In this case, the detachable connection will not be difficult to remove at any time in order to change the configuration of the main line or carry out urgent repairs.
This method of detachable connection is often chosen in private households, when it is necessary to connect a branch from the water supply source to the water supply coming from the house.
Sequence of actions to obtain a fitting connection:
- A spacer ring made of polyurethane or rubber is put on the prepared ends of both pipes. The outer diameter of the ring must be equal to the inner size of the pipes being joined.
- The ends are equipped with a tension nut and two washers. The first washer is designed to press out the spacer ring, the second is designed to seal the nut relative to the end of the pipe.
- The connection is joined according to the “pipe - fitting - pipe” principle. To increase reliability, it is pressed all the way on both sides with a tension nut.
A special key is used to assemble the mounted parts. They unscrew the clamping nuts on the connecting fittings.
Parts assembled using compression fittings can be repeatedly disassembled and reused without compromising the reliability of the connection
The main advantage of this connection method is that it is convenient to carry out even with a significant decrease in ambient temperature. While the limit for welded joints is at least +5°C. A wide range of connecting elements with different diameters makes it possible to assemble any wiring, making the necessary branches in the pipeline.
By installing a flange
The flange type of connection is chosen when it is necessary to connect the HDPE pipeline to steel pipes. Using flanges, it is convenient to connect valves, regulators and gate valves to pipelines.
On sale there are slip-on steel flanges and those equipped with bushings that are welded to the ends of polymer pipes
For installation on polyethylene pipes, flanges are used that comply with GOST 12882.80. They have an expanded inner diameter.
Work on installing the flange is carried out in the following sequence:
- At one end of the communication a thread is made.
- The element is screwed into the thread.
- The outlet of the connected pipe is placed on the element.
- The joint is heated with a coupling or a hair dryer.
Before putting on the flange, it is necessary to inspect it for the presence of sharp protrusions and burrs that could damage the end of the polyethylene pipe.
Installation options
Technologically, it is possible to connect HDPE pipes without welding or using a special welding machine. Both methods have their advantages and disadvantages; let’s look at the advantages of each fastening method.
Cold welding or pressing is the simplest option; it is a very cheap and accessible method, which is performed through the use of special couplings. This technology is used mainly for large diameter pipelines - from 20 to 300 mm. Compression fittings for cold welding have the following advantages:
- Ease of use;
- Large selection of sizes;
- Ensuring a tight connection with high sealing performance.
But pressing is mainly used only for fastening non-pressure water connections. Plastic pipes have relatively low rigidity, due to which, under strong internal pressure, the seam can simply separate, unlike welding fasteners, which are considered “dead.”
Classic welding, or as they say, soldering of HDPE pipes can be performed using the electrofusion method, or a specific welding apparatus is used to carry it out. Electrofusion couplings are a very practical method of connecting metal gas pipes, as well as plastic water supply communications. A coupling of a certain diameter is installed on the free section of the outlet, after which the second section of pipe is pushed into it. This kind of soldering is also called butt soldering, due to the fact that in order to achieve the most durable and tight fastening, it is necessary to install parts of the pipeline very tightly with a minimum gap.
Photo - fittings
It is convenient to work with couplings on large diameters, but this is not the best solution for washbasin outlets or heating communications. But flanged HDPE connections, if necessary, can be removed and urgent repairs can be made.
Photo – butt
Manual soldering of pipes is carried out using a soldering iron; it requires special equipment for organizing HDPE connections. For such work, the temperature of the heating elements and the holding time are very important.
Please note that these parameters are selected based on the technical characteristics of the soldering device, the thickness of the HDPE and the diameter of the taps
Advantages of the technique:
- This is the most durable and reliable option. Due to the implementation of permanent fastening, it can be used both for pressure HDB and for non-pressure connections of shut-off valves;
- Flange connections can be used both when attaching an external system and when installing internal main pipes;
- No prior training required. It is enough to watch the video and read the SNiP standards, which detail how to trim, install and fasten.
But the disadvantages are that the connection cannot be removed if necessary. Despite all the advantages of this, sometimes it is necessary to open and clean the pipe.
Bending or straightening pipes
Pipes are sold in retail outlets or warehouses in the form of separate 12 m segments or whole, but wound into a large coil. When stored in the second option, the pipe bends, so during installation it requires straightening by heating. It must be remembered that the heating is short-term up to 80 degrees, so as not to damage the structure of the product.
Extension methods
In the hot period of summer, for heating, it is enough to leave the pipes in an open place for some time or apply heating using UV rays, which do not deteriorate the structure of the HDPE pipes, but care must be taken to ensure that the walls of the product do not soften too much. In winter, pipes are heated with hot water, but this technique is only suitable for small diameters, no more than 50 mm. The shorter the product, the easier it is to straighten it.
Bending technique
To give the HDPE pipe the desired configuration, use the method of short-term heating at the bend:
- blowing hot air directed to the right place;
- heating with an acetylene torch;
- using boiling water.
During bending, a special frame made of sanded fiberboard sheets is used. At the point of bending, the pipe heats up and remains in this position until it cools completely, and extreme care must be taken so as not to damage the walls of the product.
D. I. Manuilov, education: college, specialty - 5th category welder, work experience since 2000: “Straightening and bending HDPE pipes require skill, as well as extreme caution, which is developed by an experienced performer.”
Quality control
It is carried out visually or using special equipment, only after this the next docking begins.
The seam must be smooth and look like a convex groove on the body of the pipe without gaps; displacement of parts is not allowed. For seam joints there are requirements specified in the relevant GOSTs; additional maintenance during operation is not provided. The height of the bead formed at the seam does not exceed 2.5 mm, with the exception of HDPE pipes with a wall thickness of 20 mm - their seam joint height is allowed up to 5 mm.
Stages of work
When using the equipment yourself, you need to remember the sequence:
- Preparation - cleaning of the pipe is carried out in an area 200 mm from the end, a special scraper is used for this.
- Rigid fixation with a centralizer for correct installation of the coupling.
- Connecting the welding machine.
- Carrying out welding.
- Removing the device after the joint has cooled.
Cleaned areas must be degreased with an alcohol solution. Each coupling has a bar code that the machine recognizes; the entire operating mode is automatic : the machine starts heating up after reading the code, and after the end of the process a signal sounds. It takes 7 minutes for the structure to cool completely, only after which the equipment is dismantled.