Where is flaring used?
Rolling may be necessary in the following cases:
Flaring of products is required in areas with low maximum pressure limits. It allows you to use the effective socket method for connecting sections of pipeline, when one end of the pipe is placed in the socket of the second section. The resulting joint is secured with couplings, gluing or soldering.
Three-roller pipe benders are common rollers for profile pipes. This machine is suitable for rolling products of square, round and rectangular shapes. It also lends itself to stainless, steel, and aluminum pipes. A pipe bender allows you to bend it into a circle or arc. This tool works on both sides.
One of them is aimed at deforming small-diameter pipes, and the second is aimed at bending large-diameter products. Using a pipe bender you can also bend the strip.
Modifying a pipe using a pipe bender may be necessary in the following cases:
- if a finished part of the required type is not available;
- if it is necessary to adjust the size of the segment as accurately as possible or a special, non-standard bend is required.
How to choose a flaring machine?
Any device for pipe flaring is a specific device aimed at radically deforming pipes made of different types of materials. Using the tool, it is possible to ensure a press connection of pipeline sections.
Pipe flaring tool
The master's kit includes both electrical and mechanical products. An electric tool often has a pipe bender in its design, which allows you to flare significant volumes of pieces with your own hands.
The roller's kit may include templates and expanders, but their use is not effective. Aluminum, stainless and steel pipes are deformed more evenly under the influence of an electrical or mechanical device. The same wall thickness is maintained throughout the entire segment and the surface remains smooth.
When choosing a tool for modifying pipes, you should pay attention to the following technical characteristics:
- material of the grid with which the tool will come into contact;
- possible hole diameter (internal and external);
- the distance between their centers;
- pipe wall thickness;
- the depth at which rolling must be carried out;
- presence of weld seams.
The tool, which is used to flare an aluminum, stainless steel, round or oval pipe, is available in the form of universal or specialized products. This could be a specialized set or eccentric flaring machines.
Stainless steel pipe rolling technology
Pipe rolling or rolling is a technological process, the purpose of which is to deform them in different directions. Thanks to this operation, it is possible to create a suitable material for laying water pipes and other parts used in everyday life or industry.
Rolling tool
Like rolling metal sheets, rolling stainless steel pipes is carried out using special tools and bending machines. With their help, you can easily give the product the required shape without affecting its chemical properties. There are a huge number of tools for rolling. Each of them is designed for pipes with a specific diameter.
- To fix the depth of products with a diameter of 6-11 mm, it is customary to use T series equipment.
- CT type tools are suitable for pipes that have the same diameter behind the weld seam.
- For diameter 5.5-11.5 mm - RT.
- The P series is intended for more serious structures, from 12 to 40 mm.
- CP equipment is useful when rolling thick tube sheets.
- Finally, for thin-walled stainless steel pipes, you will need a tool marked 5P.
Rolling, as such, can be carried out both in a special workshop and in a regular workroom. As a rule, rolling tools are made from high-quality alloys, and therefore they do not require repair for a long time.
Stages and features of rolling
The process itself takes place in three main stages. During rolling, the product expands under the influence of high temperature and physical pressure. During direct rolling, it is given the required shape. Finally, the last step is flaring, which ensures the tightness of the connection. It is worth noting that excessive physical impact on a stainless pipe can ruin its properties, and therefore the flaring process should be carried out with special attention.
Types of tube flaring
Benefits of technology
Bending of products can be done at home, but for this it is not recommended to use artisanal methods using a blank. This can lead to negative consequences:
- a thin pipe, stainless or profile, easily wrinkles. An incorrectly deformed segment cannot be restored;
- a stainless or other pipe runs the risk of rupture in those places where the tensile force of the walls is applied;
- Heterogeneous, uneven deformation reduces the performance characteristics of the product. It breaks down faster.
Using a special set, the master receives the following advantages:
- The risk of rupture is eliminated due to the gradual, uniform deformation of the product.
- The same thickness of the pipe walls is maintained over the entire deformation area. Even products with defective walls of different thicknesses can be evenly flared with your own hands.
- Rolling for copper pipes allows you to achieve a flat, smooth surface. The stainless steel pipe also gets an even structure.
Flaring machine
The master's kit often includes a flaring machine. The essence of its work is to rotate the cone. With its help, it is possible to perform mild deformation of the part.
Cutting of flared pipe
The machine demonstrates the following operating principle:
- At the beginning of work, the pipe section is secured in a clamping pair. A small amount of lubricant is applied to its surface.
- The cone rotates at an angle of 37˚ around the center axis. Deformation is carried out until the product acquires the required shape.
- Afterwards, flanging is done using a cone at an angle of 90˚.
This action of the machine may differ:
- automated operating principle;
- touch control;
- electronics aimed at adjusting the cone stroke.
Eccentric flaring tool
The rolling set, containing an eccentric tool, is also aimed at deforming the pipe section due to the rotational movements of the cone.
The advantage of using the device is the progressive, smooth and uniform expansion of the pipe walls.
Among the advantages of using such a device are:
- the possibility of product rupture in places where the segment is modified is eliminated;
- the master receives a product with uniform wall thickness;
- a flat and smooth surface allows you to obtain a maximum strong connection at the joint;
- The kit allows you to quickly deform the pipe and continue installation of the system.
Read also: Fastening corrugations to the ceiling
The eccentric set makes it possible to perform rolling at an angle of 45˚. It can handle stainless or copper pipes with a diameter of 6 to 18 mm. The device is characterized by mobility and is therefore suitable for home use.
How to flare copper pipes? (video)
Stages and rules for flaring
In order to obtain a final product suitable for pipeline installation, you should adhere to the following rolling steps:
- clean the end of the segment and put a special coupling on it;
- insert it into the device and tighten the screw so that the edge is in the 45˚ position;
- remove the end of the section from the device and insert the coupling to form a joint between two pieces of pipe.
If you have no experience in rolling, it is recommended to use a piece with a margin of 2.5 cm. If unsuccessful, you can cut off the damaged piece and try again.
In addition to couplings, soldering can also be used. The principle of its application is the same, although the sequence of actions may differ slightly:
- Clean the edge of the pipe with a brush.
- Install the section into the device and expand it to the size of the diameter of the pipe into which you plan to insert the product. The gap should not exceed 0.124 mm.
- Apply flux to the inner section. Its installation is carried out at a depth equal to the diameter of the pipe.
- Heat the joint with a torch until the solder begins to melt.
- Fill the gaps at the joint with solder.
After making the connection, you need to place the piece on a horizontal surface and leave it until it cools.
Specialists often have to change both the configuration and other geometric parameters of pipe rolling to solve various problems. Most often, to change the shape and size of a tubular product, a technological operation such as flaring is used. It should be borne in mind that this operation is fundamentally different from what is called rolling, and these differences are significant.
The ends of these copper pipes are flared: expanded to a specific shape and prepared for connection
Flaring and Rolling
First of all, it should be understood that pipe flaring cannot be called rolling, since the essence of these technological operations is completely different.
- Rolling, for which a special rolling machine is used (a machine equipped with work rolls), is a technological operation during which rolled sheet metal or a metal pipe is deformed in the radial direction. Using this operation, in particular, products of cylindrical or conical shape are formed from sheet metal, and products with a different cross-sectional shape are also made from round rolled pipes.
- The flaring tool does not contain work rolls in its design, and the essence of the procedure itself is that only the end of the pipe is subjected to plastic deformation, while its internal and external diameters increase to the required parameters. The need to perform such an operation most often arises in cases where two sections of pipe need to be securely connected to each other.
Types of tube flaring
To obtain a reliable and tight connection between two pipes, various methods are used - soldering, the use of union couplings and other fitting elements, etc. In some of these cases (particularly when soldering and using slip-on couplings), the ends of the tubular products need to be widened. To perform this procedure, a flaring machine is required.
Many home craftsmen also mean by flaring other technological operations, the purpose of which is also the plastic deformation of a separate section of a pipe product. This includes, for example, rolling and bending.
- Rolling is a procedure that does not imply expansion, but narrowing of the edge of the pipe. In this case, a simple crimping method is used, for which ordinary pliers or miniature rollers are used. The need to perform such an operation arises in cases where it is necessary to cut a thread at the end of a pipe using a hand tool.
- Bending is a technological operation for which special devices with working rollers are used and which is often also called flaring, although this is fundamentally incorrect. The purpose of bending, which can be applied to both soft copper tubes and rolled pipes made of steel and other metals, is not to expand, but to bend a separate part of the product at the required angle.
Thus, rolling and flaring should be understood as completely different technological operations.
Flaring tubes during air conditioner installation
Rolling: what does it mean?
The term is used to refer to the following processes.
- Rolling - the main technological operation in the production of a seamless pipeline is the formation of a product from a round billet. The workpiece is stretched, thinned and calibrated on the appropriate equipment - rollers. Hence the name.
- Flaring does not require the participation of rollers and can be done by hand. Its essence is to increase the diameter of the pipe edge using mechanical action. This need often arises when connecting straight segments.
A high-quality joint involves inserting one section into the sleeve - expanding, another and sealing the gap. But since not all products have such a sleeve, you have to do the operation yourself. In everyday life, flaring is usually understood as this process.
- Rolling is the reverse operation: crimping the edge of the pipe before inserting it into the sleeve. If manual threading involves cutting the thread, the edge of the pipeline also needs to be reduced in volume - rolled. Conventional pliers or miniature rollers are used for this.
- Bending – Most pipe bending machines, both manual and hydraulic, include rollers. The product is inserted into the machine, the deforming roller is rolled along the length of the segment and gradually bent at the required angle. Since the operation involves rollers, this process is also often called flaring. Water pipelines made of stainless steel and aluminum are subject to bending.
Only the second option can be legitimately called this - increasing the diameter of the edge before joining. GOST regulates the qualitative and quantitative characteristics of the rolling result.
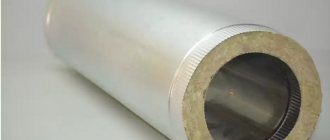
Standard corrugated stainless steel pipes for heating are produced with a diameter of 15 to 32 mm. The operating temperature for the material varies from –50 to +180 degrees. The maximum pressure is 50 atmospheres.
How to flare a pipe
When wondering how to flare a pipe, you should keep in mind that only products made from a sufficiently plastic material can undergo such a procedure. This, in particular, includes soft tubes made of copper and aluminum alloys, as well as certain grades of stainless steel. To perform such a technological operation, either a commercially produced flaring machine or a home-made device can be used. Meanwhile, flaring of large-diameter steel pipes or products made of other metals must be carried out using professional equipment.
Read also: Comparison of LG and Samsung washing machines
Pipe flaring device
How to flare pipes at home? In such situations, tubes made of copper and other soft metals are most often subjected to flaring, but regardless of the material used to make the products, this technological operation is performed in the following sequence:
- The end of the pipe is thoroughly cleaned, and burrs are removed from its surface.
- Then a special coupling is installed on it and placed in a flaring device.
- If a manual flaring machine is used to perform flaring, then the process of doing it is as follows: when screwing in the screw, the cone of the flaring device, exerting a mechanical effect on the inner surface of the pipe, deforms it.
- Once the end of the tube has taken a funnel shape with a bevel angle of approximately 45°, the flaring tool is removed.
- The detachable coupling, which was previously put on the tube, is moved to its end and the nut is tightened.
If the flaring machine is used to prepare tubes for soldering, a threaded detachable coupling is not used.
Main manufacturers
The majority of corrugated pipes are produced in South Korea, but there are also manufacturers in other countries.
Japanese company Neptune
The birthplace of corrugated pipes is Japan. Neptun is considered one of the main manufacturers of corrugation. The company offers a wide selection of corrugated pipeline elements, fittings and all necessary components for installation. Since 2014, a branch has been opened in Russia, it is located in the Moscow region. Production is organized on modern European equipment. The fittings comply with international environmental safety standards. Products are supplied to 40 countries around the world. Pipes from Neptun are universal-purpose. They are used for plumbing and heating systems in homes.
Company KOFULSO
This is a manufacturer from South Korea. The company is famous for the impeccable quality of its products. KOFULSO corrugation is valued by builders as the highest quality. The manufacturer produces multifunctional corrugation with a diameter of up to 50 mm. All fittings are equipped with thick sealing gaskets. This improves the quality of installation work. The range includes thermally treated and conventional material.
Lavita
The manufacturer offers corrugated pipes in the mid-price segment. The production, located in South Korea, specializes not only in annealed and untreated material, but also in shelled products. In practice, there are cases of small leaks at the places where fittings are attached.
Hydrosta
Another reliable supplier and manufacturer of corrugated materials from South Korea. The factory uses a special polishing technology. This provides reliable protection of the surface from build-up and deposits. The products are intended for installation of plumbing fixtures, except for sewer lines.
Tools and accessories
For flaring tubes, depending on the material they are made of, various devices can be used. If you need a flaring machine for processing copper tubes, then a homemade device for flaring tubes is quite suitable for this.
In the case of flaring copper tubes with your own hands, it is not so much force that is required as accuracy. The funnel formed during this procedure at the end of the copper pipe must be free of defects, distortions and chips.
Types of manual flaring devices
To perform flaring, a hand-made tool can also be used. We list the devices most often required in such cases:
- a device whose design consists of two parts - a clamp, which ensures the retention of a tube of a certain diameter, as well as a cone connected to a screw (the clamp is a metal plate in which holes of various diameters are made);
- An extender is a lever-type device, the working body of which is an adjustable expansion head for processing pipes of various diameters (the adjustable legs of such a device, which is fixed in a certain position, act on the inner walls of the pipe, stretching them).
Drawing of a homemade device for flaring tubes (click to enlarge)
The manual flaring tool should be used as carefully as possible, otherwise the pipe being processed may develop walls of varying thickness.
A professional flaring device is a device equipped with an electric drive. The working head of such a device, made in the shape of a cone, is rolled along the inner surface of the pipe until the product takes on the required shape and reaches the specified geometric parameters.
When using such devices for flaring, it is possible to achieve higher uniformity of wall thickness and symmetry of the geometric parameters of tubular products.
There are many ways to connect pipes. Sometimes difficulties arise in using any of them. The reason for this may be a difference in diameter, imperceptible at first glance, or unevenly formed walls. The solution to the problem may be the option of joining using union couplings. But for this it is necessary to understand such a concept as pipe end flaring.
Flared joints
To understand what pipe rolling is, you should familiarize yourself with all the operations performed with pipe products that involve the use of this technology:
- Blanks that have a round or flat shape are turned into products called pipes.
- The diameter of the end of the tube is increased in order to make a connection between it and another part or section of the line.
- The end of the product is crimped to ensure the tightness of the joint, as well as to reduce the size of the outer diameter or for other purposes.
- They profile pipes - turn them into rectangular, oval or square pipe products.
- Products are bent to a relatively large radius.
Types of rolling
The name rolling refers to two different processes:
- Rolling of a metal profile is the deformation of sheet metal in order to obtain a cylindrical structure. Used to create pipe blanks of non-standard sizes and specific containers.
- Pipe rolling is the processing of a pipe in order to increase its diameter for subsequent sealed connections with other structures.
BY THE WAY.
Our company offers tools for pipe flaring in order to obtain a tight connection with the tube sheet of heat exchangers: not only flaring, but also rolling machines.
Production of pipe products
Thanks to pipe rolling, you can obtain the following products:
- electric welded;
- seamless.
In the first case, round-shaped blanks are formed from flat sheets, which are called strips. After this, they are welded using induction currents and sent to rollers. When tubes are rolled, the future products, after alignment, become perfectly round in cross-section and are then calibrated relative to the diameter.
In the production of seamless pipes, the main technological operation is rolling. They are made from round blanks obtained by casting or pressing heated metal.
Starting from the moment the workpiece enters the mill, it is processed by several rollers: it is stretched and thinned, then walls of the required thickness are formed.
At the end of the process, the products are calibrated.
In accordance with the temperature at which products are formed from blanks, pipes can be hot-, warm-, or cold-deformed.
Flaring process
This operation can be performed using hand tools. Pipe flaring technology does not necessarily require the use of rollers, although they can be used if desired.
An example of the use of flared pipes in everyday life is their use in the assembly of copper pipelines.
To connect two sections together, you need to insert the end of one product into the sleeve of the other, and solder the resulting gap between them.
But the fact is that commercially available pipes are sold without sleeves, with an absolutely smooth surface. Therefore, it is necessary to flare the end of the product.
The simplest device for performing manual rolling is a clamp suitable for different diameters and a cone, which is screwed into the end of the pipes and thereby expands them.
There is another way to form a sleeve - this is the use of an extender, which stretches the product in one action. Its design is similar to a drill chuck, but its legs do not compress, but rather expand the pipes. The extender is driven by a lever with a large shoulder, which makes it possible to apply increased force to the replaceable type expansion head.
In addition, they use equipment for rolling pipes - rollers. In them, the roller, moving along the inner surface of the products, gradually expands their end with each revolution.
The result is better than when using manual devices. The fact is that the cone creates a slight expansion, and not a full-fledged sleeve, and the extender, during use, forms walls of different thicknesses. But at the same time, rollers are more expensive.
Sometimes it becomes necessary to flare thin-walled steel pipes, despite the fact that using them when laying water mains cannot be called a good idea, regardless of the welding method - with sleeves or butt welding. The service life of such products in cold water is about 5 years, after which corrosion processes begin.
Tools and accessories
For flaring tubes, depending on the material they are made of, various devices can be used. If you need a flaring machine for processing copper tubes, then a homemade device for flaring tubes is quite suitable for this.
In the case of flaring copper tubes with your own hands, it is not so much force that is required as accuracy. The funnel formed during this procedure at the end of the copper pipe must be free of defects, distortions and chips.
Types of manual flaring devices
To perform flaring, a hand-made tool can also be used. We list the devices most often required in such cases:
- a device whose design consists of two parts - a clamp, which ensures the retention of a tube of a certain diameter, as well as a cone connected to a screw (the clamp is a metal plate in which holes of various diameters are made);
- An extender is a lever-type device, the working body of which is an adjustable expansion head for processing pipes of various diameters (the adjustable legs of such a device, which is fixed in a certain position, act on the inner walls of the pipe, stretching them).
Drawing of a homemade device for flaring tubes (click to enlarge)
What is flaring
Flaring refers to the process of obtaining a conical skirt at the end of a pipe. The diameter of such a formation exceeds the diameter of the starting material. This is possible due to the stretching of the metal. The larger the cross-section of the flared section, the smaller the thickness of its wall. Any pipes made of soft material (aluminum, copper, their alloys, some brands of stainless steel) can be flared manually. The hard metal is machined. Flaring should not be confused with pipe rolling.
Rolling of heat exchanger pipes: process features
Before considering the process of pipe flaring, let's pay attention to the definition of the word. The term “pipe rolling” means two things at the same time:
- Pipe deformation operation (pipe bending).
- Radial deformation of the pipe (increase in pipe diameter) to obtain a tight connection between the outer walls of the pipe and the tube sheet. The process is used mainly in the repair of heat exchange equipment (boilers, boilers, column and capacitive heat exchangers, evaporators, condensers, heaters, coolers). It is this process that we will talk about in the article.
What will you learn from this article?
:
- Pipe rolling: features of the process?
- Specifics of pipe rolling: 3 laws of a professional
- 5 stages of pipe rolling process
- Rolling pitfalls
In what cases is flaring used?
There are several reasons why you need to use this method.
To get a split joint. In air conditioners, refrigeration units, hydraulic and other systems where control of the working fluid is required, pipes are connected using couplings. If you need to get away from welding non-ferrous metals or welding in general.
Application of soldering on copper tubes. It is possible to effectively solder two pipes only if their surfaces are in sufficient contact. This is achieved either by inserting one diameter into another, or (with the same diameters) by flaring the ends and increasing the contact area of the elements. Otherwise, the pipe connection will break due to vibration or external force.
For simplified fixation of the pipe end. For decorative and other purposes, when the pipe should be fixed, for example, with its end facing the plane, flaring and fixation with a washer are used.
Read also: Why do you need a capacitor in an electric motor?
In complex configurations. In cases where electrical harnesses are laid inside the pipe and it is necessary to pass through various bends. Then the entire route is divided into separate elements and joined together with couplings.
Expander for increasing the diameter of the pipe end . It is a hand lever tool. Its working body is a special head, which has the ability to expand when acted upon by a lever. Using this device you can also make flaring, but the skirt will not be conical. You can insert another pipe into the edge of the pipe processed in this way and then apply soldering or welding.
Hammer with brass head plus rolling tool made of solid steel. The kit is designed to create bells with an angle of 45 degrees, but it is difficult to perfectly flare the pipe with it.
The professional flaring machine is equipped with an electric drive. The main element of the device is a cone-shaped head. The working part, rotating, is rolled along the inner plane of the pipe end. Thus, the end gradually opens up, forming a skirt.
Obtaining a conical socket
To understand the technology of the process, we can take the example of flaring copper tubes. The work order is as follows:
- The pipe is carefully trimmed. For high-quality flaring, the angle between the end and the plane must be strictly 90 degrees.
- Metal processing of the working part consists of cleaning and removing burrs and oxides.
- A threaded coupling is placed on the tube.
- The workpiece is clamped in the frame in a mounting hole of the appropriate diameter. The end of the pipe (working part) should protrude a few millimeters above the frame.
- When screwing in the screw, press the flaring cone against the end and apply pressure until the deformation of the area reaches the limit - a skirt is formed, beveled at an angle of 45 degrees.
- The workpiece is removed from the bed, the coupling is moved to the machined edge.
To make it easier to apply the cone to the workpiece, it is better to cover the working surface with a lubricant. Move the screw back and forth, gradually achieving the desired result - this will help avoid possible rupture of the metal in the deformation area.
Working with a manual expander has its own algorithm of actions:
- The end of the workpiece is pushed onto the appropriate diameter of the head until it stops (there are several diameters available).
- While holding the stationary handle, the movable handle is moved around the circumference, thereby spreading the jaws of the head. The work is carried out without violence, so as not to rupture the pipe.
- After obtaining an expansion of the diameter, remove the workpiece from the tool.
- Check the ease of entry of the second pipe into the resulting socket.
Flaring: sequence of actions
The operation involves products made of stainless steel, aluminum and copper - that is, a material with a certain level of ductility. For this purpose, both home-made and special devices are used. To flare pipes with large diameters, professional equipment is required.
Flared edges can most often be found on medium- and large-diameter sewer lines. It is their dimensions and permissible error that are described by GOST.
At home, you often have to deal with copper pipes. But stainless steel products are subject to rolling. The process technology is the same for any tool.
- The end of the segment is cleaned and burrs are removed.
- A coupling is put on the edge.
- The pipe is installed in some kind of flaring device and clamped.
- If we are talking about a manual device, then it looks like this: the flaring cone, when the screw is screwed in, puts pressure on the inner surface of the water conduit and deforms it.
- The flaring tool is removed. The end of the segment should have a regular funnel shape with walls beveled at an angle of 45 degrees.
- Then the coupling is moved to the flared edge and the nut is tightened.
The video demonstrates the flaring of a copper pipe before joining.
Flaring Tools
When installing a copper pipeline with your own hands, a hand-held device is sufficient. Copper is a ductile metal. Forming a funnel-shaped edge requires not so much effort as accuracy. The funnel should be completely symmetrical, without distortions or chips.
- The simplest mechanism consists of two parts: a clamp with standard diameters - a metal plate in which the product is held, and a cone with a screw. The photo shows a sample.
- An extender is a lever tool with a replaceable expansion head for different diameters. The extender is fixed to the edge, the levers are moved apart and the legs stretch the pipe.
You need to work with mechanical devices carefully, as there is a great danger of forming walls of unequal thickness.
- A professional flaring machine is usually equipped with an electric drive and belongs to the rolling apparatus. A cone-shaped head of the appropriate diameter is rolled along the edge of the product until the funnel reaches the required size and shape. Uniformity and symmetry in this case are much higher.
To work with stainless steel water pipes of large diameter, only this tool can be used. Otherwise, GOST requirements will not be met, and the pipeline connections will be of poor quality.
Making a homemade rolling tool
It is not always necessary to purchase a factory machine for pipe flaring, especially if the operation is a single one. In this case, you can use a regular cone and a hammer, but for greater accuracy of the result, it is better to make a simple homemade tool. Main parts of the device:
- Bed. It is made from a steel angle 200 mm long, a shelf width of 32 mm and a wall thickness of 5 mm.
- There are two M8 bolts. With their help they tighten the frame.
- Vise. The frame is clamped into them.
- Conical mandrels (flaring cone). They order it from a turner, or they grind it themselves from a steel blank.
Tool for work:
- Electric emery;
- Drill;
- Grinder with cutting wheel for metal.
- The blank from the steel angle is cut into two sections 100 mm long.
- The workpieces are connected (to form the letter “T” at the end) and clamped in a vice.
- Drill two holes in the corners for an M8 bolt.
- The workpieces are tightened together with bolts.
- Drill holes for different diameters of copper tubes (no more than 8 mm in diameter) along the line of contact of the two corners.
- Small chamfers are selected in each hole.
The resulting tool is ready for use, it is used in the same way as the factory one.