In the construction industry, profile pipes are always in demand. They are characterized by excellent technical characteristics - extreme strength, resistance to bending and stretching. And all this for a relatively low price. This is why many consumers prefer profile pipes over other analogue materials. Their great demand makes the production of metal profile pipes a highly profitable and profitable business. Many entrepreneurs have already turned their attention to this market niche. There is no particular competition here yet - basically, the market is filled with small enterprises. So how can you open your own workshop for the production of profile pipes at minimal cost?
Manufacturing technology of profile pipes
It will not be difficult to understand the technology for manufacturing the material. Even if you've never worked in the processing industry before, learning some of the basics will get you up to speed quickly. The technology for producing profile pipes includes the following steps:
- Unwinding metal sheets.
- Alignment and forming of the sheet.
- Welding the sheet and further cooling it.
- Giving the workpiece the required dimensions
- Straightening the pipe and cutting it.
All operations are mainly performed on special machines. However, manual labor is also present here. In order for the finished product to have all the technical characteristics, each stage of production must be controlled by a technologist. At the end of the process, in large enterprises the pipe is checked for compliance with certain technical indicators using special equipment. Similar practices should be used in small factories as well. Only then can you guarantee your customers the quality of the finished product.
Roll forming machine for the production of seam pipes
The invention can be used in the production of bent closed profiles, mainly closed pipes with a seam seam. Behind the last forming stand of the mill there is a cutting device for separating the manufactured pipes. It contains input and output cutting semi-dies with holes. The holder mandrel is made in the form of a working rod with a cylindrical tip at the end. The tip is installed in the hole of the input cutting semi-matrix with its end placed in the same plane with the cutting edge of the semi-matrix. The cutting device is made in the form of a split caliper with two mutually perpendicular grooves in the split plane perpendicular to the longitudinal axis of the profile. Two drive knives-punch are installed in the grooves with the ability to move along the grooves. The rotation drive of the working shafts is made in the form of chain drives. In the last stand of the mill, the lower and upper working shafts are kinematically connected to each other by gears. By rolling a pipe from a coil strip and dividing the rolled pipe into cut lengths in the mill line, a reduction in the labor intensity of pipe production and an increase in mill productivity, as well as an increase in the quality of the end sections of pipes, are achieved. 2 salary f-ly, 11 ill.
The invention relates to metal forming, and more specifically to devices related to equipment for the production of closed bent profiles, mainly closed pipes with a seam, and can be used in ferrous metallurgy, as well as in other industries involved in the production of this type products.
When producing thin-walled pipes with a diameter of 30-120 mm from galvanized strip 0.5-0.8 mm thick on roll-forming mills, when the ratio of pipe diameter to wall thickness is in the range of 50-200, one of the main problems is cutting the pipe into measured lengths. This is due to the fact that the known circular saws and punching shears used on profile bending mills are unsuitable for cutting thin-walled pipes, because after cutting, the ends of the pipes have significant crushing, burrs and ovality. A roll forming mill is known for the production of closed profiles such as pipes with a seam seam, containing a frame with roll forming stands installed on it, between which there are tables for auxiliary rollers and a holder with a mandrel passing through several of the latter stands [1]. However, this mill is characterized by the impossibility of producing pipes of a given length due to the lack of a device for dividing pipes into measured lengths. A roll forming mill is known for the production of pipes with a seam seam from piece blanks, containing a frame on which roll forming stands with forming rolls are installed , tables for non-driven vertical rollers placed between them, and a holder with a mandrel; in addition, it is equipped with a multi-pair roller drive table installed behind the holder along the profiling process with additional drive forming vertical rollers installed on it, as well as a gear cage connected to this table, mounted between the working stands with the possibility of their kinematic connection, and additional tables with driven horizontal rolls placed at the mentioned table between the stands, adjustable in height and kinematically connected to each other [2]. The main disadvantages of this mill: - due to the lack of devices for dividing pipes into measured lengths is forced to roll from piece blanks of a given length, which are pre-made from rolled tape. However, it is known that piece rolling, in comparison with continuous or “coil” rolling, complicates the passage of the workpiece through the mill stands, distorts the ends of the front and rear ends of the profile and has lower productivity; — installation of a complex multi-pair roller table with driven vertical rollers of the gear stand, as well as additional tables with driven horizontal rolls, significantly complicates and increases the cost of the roll forming mill. The technical objective of the invention is to reduce the labor intensity of pipe manufacturing, increase the productivity of the mill and improve the quality of the end sections of the pipe by rolling pipes from rolled tape and dividing the rolled pipe into cut lengths in the mill line using a cutting device, as well as reducing the cost of the roll forming mill by simplifying its design. The technical result is achieved by the fact that the roll forming mill for the production of pipes with a seam seam, containing a frame on which roll forming stands with forming rolls, tables placed between them for non-driven vertical rollers and a holder with a mandrel, according to the invention, equipped with a cutting device for dividing rolled pipes into measuring sections, containing input and output cutting semi-dies with holes, the mandrel is made in the form of a working rod with a cylindrical tip at the end, the diameter of which is equal to the internal diameter of the pipe being manufactured, while the tip is installed in the hole of the input cutting half-matrix of the cutting device with its end placed in the same plane with the cutting edge of the half-matrix, the cutting device is made in the form of a detachable support with two mutually perpendicular grooves in the parting plane, perpendicular to the longitudinal axis of the pipe being manufactured, in which two drive knives-punch are installed with the ability to move along the grooves, while the cutting semi-dies are fixed in the mentioned support, and the holes of the semi-matrices correspond to the outer diameter of the pipe, in addition, the mill is equipped with upper and lower working shafts of roll forming stands with a rotation drive in the form of chain gears placed with the possibility of covering each pair of adjacent working shafts, and a mill drive, the output shaft of the gearbox of which is connected to one of the lower working shafts, while the lower and upper working shafts of the last stand are kinematically interconnected by gears with center-to-center adjustment the distances between the shafts within the meshing of the gears. Figure 1 schematically shows the proposed roll forming mill, general view; Fig.2 - the same, top view; figure 3 - section A-A in figure 1; figure 4 - section B-B in figure 1; Fig.5 - section B-B in Fig.4; Fig.6 - general view of the mandrel; Fig. 7 - section G-G in Fig. 2; Fig.8 - section D-D in Fig.2; in fig. 9 - section E-E in figure 2; Fig. 10 is a section of the profile in the area of the calibrating cone; in Fig. 11 is a section of F-G in Fig. 2. The proposed roll forming mill contains a frame 1 on which roll forming stands 2 with forming pairs of rolls 3 installed on the lower 4 and upper 5 working shafts are located, the rotation drive of the working shafts 4 is made in in the form of chain drives 6, covering the sprockets 7 of each pair of adjacent shafts, and the output shaft of the group drive gearbox is connected to one of the lower working shafts of the mill by a coupling 8, in addition, in the last stand of the mill, the lower 4 and upper 5 working shafts (see Fig.3 ) are kinematically connected to each other by gears 9 with adjustment of the center-to-center distance between the shafts within the meshing limits of gears 9 using pressure screws 10. On the frame 1 between the roll forming stands there are tables 11 for non-driven vertical rollers 12, and on the input part of the mill there is a table of input rollers 13. After the cage 14, a holder 15 with a hole for the passage of an open pipe is installed on the frame 1. Coaxially to the axis of the profile, a mandrel 16 is fixed to the holder 15 (see Fig. 6), which is a rod with a calibrating cone 17 with a diameter equal to the internal diameter of the pipe, and three grooves in which two forming 18 and one rolling 19 rollers are installed eccentrically to the axis of the mandrel 16 , placed one from the other at a distance corresponding to the inter-stand distance a, while the forming rollers 18 are shifted by the amount of eccentricity e relative to the axis of the mandrel downward, and the rolling roller 19 is shifted upward. At the end of the working rod of the mandrel 16, a cylindrical tip 20 is mounted, the diameter of which corresponds to the internal diameter of the pipe being manufactured, while the end of the tip 20 fits coaxially into the hole of the input half-matrix of the cutting device and is located in the same plane with its cutting edge. Behind the last roll forming mill stand on the frame 1 there is a device 21 installed for separating the rolled pipes, which is made in the form of a split caliper 22 with two mutually perpendicular grooves 23 and 24 in the split plane perpendicular to the longitudinal axis of the profile (see Figs. 4 and 5). Drive knives 25 and 26 are installed in the grooves 23 and 24 with the ability to move along the grooves using piston drives 27 and 28; in addition, the input 29 and output 30 cutting semi-dies with holes 31 corresponding to the diameter of the pipe are fixed in the support 22. The proposed roll forming mill is working as follows. Turn on the electric drive of the mill, from which the torque is transmitted through a kinematic chain to the working shafts 4 with the forming rolls 3 attached to them. The roll strip alternately passes, starting from the table of input rollers 13, roll forming stands 2 and tables 11 with non-driven vertical rollers 12 , when forming a closed pipe with a seam seam within the stands installed up to the holder 15 with a mandrel 16, the workpiece is profiled to the state of an open pipe with unbent side walls (see Fig. 7), and then on the mandrel 16 using the first pair of horizontal rolls and Forming roller 18 (see Fig. 8) further reduces the radius of the lower part and bends the side parts of the open pipe. The second pair of horizontal rollers and roller 18 (see Fig. 9) perform the final formation of the radius of the lower part of the pipe and bend the left seam part inside the right one. When the calibrating cone 17 passes on the mandrel 16, the profile is stretched (Fig. 9) in a plane perpendicular to the longitudinal axis, and the abutting parts are engaged (see Fig. 10), which roll between the upper forming roll 3 and the mandrel roller 19 (see . Fig. 11), forming a closed profile with a strong seam seam. The front end of the pipe, after leaving the last roll-forming stand, passes through the round holes 31 of the cutting semi-matrices 29 and 30 of the cutting device 21 and, having reached the sensor that records the given length of the finished pipe, the mill stops , the drive 27 of the horizontal knife is turned on, moving, the horizontal knife-punch 25, the working part of which is made in the form of a one-sided wedge, pierces the near side wall of the pipe with its tip and, with an inclined cutting edge, cuts a groove in the upper part of the pipe, perpendicular to the longitudinal axis of the profile, and returns to the original position. Then the drive of the vertical knife is turned on, and the knife-punch 26, the working part of which is made in the form of a double-sided wedge, with its sharp end enters through the groove inside the pipe and with its inclined cutting edges carries out the final cut along the entire contour. In this case, the waste (cutting) obtained after cutting is pushed out by the vertical knife 26 through the groove 32, and the knife returns to its original position. After this, the drive of the roll forming mill is turned on and the rolling process is resumed, while the end of the pipe remaining in the output semi-matrix 30 is pushed out by the pipe leaving the mill, while the cut pipe is thrown into the collecting pocket and the process is repeated. The rolled strip passes through the drive forming pairs of rolls to the mandrel 16, is compressed by the upper and lower rolls and, due to the contact friction forces, reliable movement of the formed profile (Fig. 7) is ensured in the roll forming stands through which the mandrel 16 passes, the traction force is created by compression of sections of the formed pipe between the driving lower rolls of the stands and the forming rollers 18 (see Figs. 8 and 9), fixed in the mandrel, and in the last stand of the mill the main traction force is created by compression of the pipe sections between the drive upper roller and the rolling roller 19 of the mandrel (Fig. 11). The proposed roll forming mill for the production of seam pipes seam can be created on the basis of standard medium-type roll forming mills without significant modifications. To do this, it is necessary to equip the mill with a device for dividing the rolled pipes into cut-out lengths and a mandrel with a cylindrical tip, which fits into the hole of the input cutting semi-matrix. The proposed design of the roll forming mill, in comparison with the known basic prototype, makes it possible to produce pipes with a seam seam of a given cut-out length from rolled tape with good quality end sections, and also significantly reduce the labor intensity of pipe manufacturing by eliminating the operations of cutting the rolled tape into blanks of measured length and their subsequent piece rolling, as well as eliminating the need to install a complex multi-pair roller table with driven vertical rollers of the gear stand and additional tables with driven horizontal ones rolls. In accordance with the design of the proposed mill, one of the roll forming mills was converted at the Cherepovets Steel Rolling Plant, on which a pilot batch of drainage pipes with a seam with a diameter of 87 mm was rolled from galvanized coiled steel 0.5 mm thick and cut into pipes using the cutting device of the mill length from 0.5 to 6 m, while no distortion of the ends of the pipes was observed, there were no burrs and dents at the ends of the pipes. Sources of information 1. Davydov V.I., Maksakov M.N. Production of bent thin-walled profiles. - M.: Publishing house of ferrous and non-ferrous metallurgy, 1959, appendix, fig. 40-41.2. Copyright certificate of the USSR 1123761, B 21 D 5/06, 1982.
Claim
1. A roll forming mill for the production of pipes with a seam seam, containing a frame on which roll forming stands with forming rolls are installed, tables for non-driven vertical rollers placed between them and a holder with a mandrel, characterized in that it is equipped with a cutting device for separating the manufactured pipes into measured ones sections containing input and output cutting semi-matrices with holes, the mandrel is made in the form of a working rod with a cylindrical tip at the end, the diameter of which is equal to the internal diameter of the pipe being manufactured, while the tip is installed in the hole of the input cutting semi-matrix of the cutting device with its end placed in the same plane with cutting edge of the semi-matrix.2. The mill according to claim 1, characterized in that the cutting device is made in the form of a split caliper with two mutually perpendicular slots in the split plane perpendicular to the longitudinal axis of the pipe being manufactured, in which two drive knives-punch are installed with the ability to move along the slots, with cutting semi-dies fixed in the said support, and the holes of the semi-dies correspond to the outer diameter of the pipe.3. The mill according to claim 1, characterized in that it is equipped with upper and lower working rolls of roll forming stands with a rotation drive in the form of chain transmissions, placed with the possibility of covering each pair of adjacent working shafts, and a mill drive, the output shaft of the gearbox of which is connected to one of the lower working shafts, while the lower and upper working shafts of the last stand are kinematically connected to each other by gears with adjustment of the center-to-center distance between the shafts within the meshing limits of the gears.
DRAWINGS
,
,
,
,
,
,
,
,
,
,
Workshop technical equipment
To open your own profile pipe production from scratch, you will need to purchase all the necessary equipment. The production line includes a set of devices and machines that differ in their performance, country of origin and price. The standard line is equipped with the following machines:
- Automatic unwinder.
- Roll forming machine.
- Automated welding line.
- Automatic pipe cutting machine.
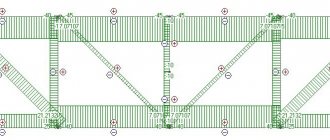
When choosing a rolling mill for a profile pipe, pay attention to the fact that it is equipped with an additional set of special shafts. This will allow us to produce products of various shapes (round, square) and sizes. Accordingly, the wider range you provide to your customers, the higher your profit will be. You can now find semi-automatic and automatic lines on sale. Both the first and second options are acceptable. But as practice shows, it is unprofitable for “young” enterprises to buy fully automated equipment - this is more suitable for large factories. The minimum price of equipment for the production of low-power profile pipes is approximately 650,000 rubles. But for a mini-workshop, until the sales channels are properly established, this will be enough. In addition, machines with low productivity do not take up much space (up to 25 m2). This means you won’t need to look for a large room for a workshop. When production volumes increase and you establish cooperation with regular wholesale buyers, the line can be upgraded by purchasing automatic conveyors. Is it possible to buy a good line cheap? Of course, there are ways to save money. But you need to approach the issue wisely, otherwise the quality of the finished products may ultimately suffer. Having bought, for example, used machines, you cannot be sure of their long service life. There is a better option - to bring all the necessary equipment for the production of profile pipes from China. In this case, the cost of technical equipment will be lower, but the quality will not suffer. The profile pipe production line consists of the following components:
Unwinding (1), profile formation (2), welding (3), deburring (4), calibration (5), trimming (6), output of finished products (7)
Equipment
In general, we have already talked about this, but let us formulate it again.
Profile pipes can be produced:
- Full cycle. In this case, the starting material is a strip - a flat steel blank;
- By forming the desired profile in rollers from a finished round pipe.
In the first case, we are actually dealing with a small plant. Equipment for the production of profile pipes in a full cycle includes several very large, energy-intensive and extremely expensive machines, which will require appropriate premises to accommodate them.
Equipment for full-cycle production is terrifying due to its size and cost
On the other hand, equipment for making a profile pipe from a round pipe is a machine that costs only a few tens of thousands of rubles, which can be placed in any warehouse.
Of course, it is worth taking into account the rather high noise level that is inevitable during production. Such a machine includes only a broaching mechanism and four rolls for the actual formation of the profile.
And this mechanism is much simpler. It doesn’t even need installation on a prepared bed
Sales of finished products
In order for the costs of a mini plant for the production of profile pipes to pay off as quickly as possible, even before launching the workshop, you need to think about how and to whom you will sell the finished product. The ideal option is to find and establish cooperation with several wholesale buyers. This way the line will be fully loaded, and you won’t have to worry about how to sell the pipes. It may be difficult to find large buyers. Therefore, get ready for the fact that at first you will sell most of your products to small construction companies and private individuals. This is a common practice for new businessmen. Be sure to allocate some part of your budget for an advertising campaign. Do not underestimate the role of advertising for a new business. The following sites are perfect:
- Own website. Here you can tell your customers about what kind of profile pipe production line you have in your workshop, describe the advantages of your particular product, indicate contact details and prices.
- Advertisements in the media and specialized catalogues. This way you have a chance to interest wholesale customers.
- Leaflets. Also a good option, more designed for individual buyers.
A typical set of equipment for a profile pipe production line consists of the following machines:
- strip unwinding device;
- profile bending;
- welding machine;
- cutting machine
Any rolling mill chosen by a businessman must be equipped with additional shafts that will allow the production of products of both round and square shapes. The size of the pipe is included in the programs of profile bending and cutting machines. The wider the range of manufactured products, the higher the income level the enterprise will achieve.
Various equipment suppliers now offer customers both semi-automatic and fully automated lines. Both options are quite suitable for business.
Of course, the price of an automatic line is much higher than the cost of a semi-automatic complex. With a small planned production scale, buying an automatic line is expensive, and the profitability of the business will be low. Automatic machine complexes are more suitable for large factories designed for large production volumes.
The lowest price of equipment for a plant with low capacity is about 600 thousand rubles. This is quite enough for a mini-workshop if the enterprise is in the phase of business formation and sales of finished products are just getting started. Modern types of equipment from China have another advantage - their size allows you to buy a machine for the production of profile pipes and place it in a small area, the area of which does not exceed only 30 square meters. meters. In this case, everything can be set up and located in a small room, the format of which is quite comparable to a car garage. Only as the business develops and production volumes increase, will it be necessary to build or rent a larger premises. Old equipment, pipe benders and welding machines are not thrown away, but are only modernized by installing additional automatic conveyors between the machines.
Chinese equipment has a lower cost compared not only to European, but sometimes even to domestic counterparts. If the supplier provides a documented guarantee of its flawless operation over a long period of time, then there is no need to doubt the purchase.
How much can you earn?
A small machine for the production of profile pipes can produce up to 15 linear meters of pipes per minute. Net profit will directly depend on what type of product you will produce. The minimum wholesale cost of the product is about 30 rubles per item, while its cost is 15-18 rubles per item. m. It turns out that the net profit can be 12-15 rubles\p. m. With established distribution channels and full shipment of the manufactured goods, monthly revenue can reach up to 4,000,000 rubles. These are excellent indicators of business profitability. If you buy equipment for the production of profile pipes, even of small capacity, you can earn excellent money over time, since the demand for this material is only growing. And by modernizing your line, you will expand production, thereby attracting new customers.
How not to make a mistake when choosing a machine for metal profiles?
When considering a particular model of a roll metal profiling line, you need to take into account a number of technical parameters, namely:
- productivity per minute, hour and per shift;
- the maximum permissible thickness of the processed rolled metal, since the cost of the roll forming machine depends on this, as well as the range of available functions;
- power consumption and supply voltage;
- ease of use of replaceable equipment, ease of replacing bearings, rollers, guides, calibration stands, etc.
To equip a turnkey line, additional equipment may also be required: a compressor or an unwinder. It is necessary to select a machine for bending metal profiles and determine its equipment based on the production and technical tasks of the customer. The easiest way not to make a mistake is to entrust it to our specialists.