Any repair or replacement of an existing pipeline involves cutting into the main line. Welding is only suitable for metal pipes, while this method cannot be used to connect them to plastic products. In addition, during installation, shut-off valves are used, which are secured with a threaded connection. To create it, you need to know how to cut a thread on a pipe and with what tools.
There are several types of tools for thread cutting
Creating a Thread
The concept of helical surfaces has long been known to mankind, dating back to ancient times.
The Archimedes screw is widely known and used to move liquids, bulk products, plastics, etc. Archimedes is far from the only genius of the ancient Greek land. There are probably some legal documents (patent), but it is believed that the first screw was invented by Archytas of Tarentum (philosopher, mathematician, mechanic), who lived in the fifth century BC.
Screw fasteners were used in ancient Rome, but were naturally very expensive and were therefore used in medical instruments, jewelry and luxury goods.
You can imagine a helical surface by winding a rope around a cylindrical object, such as part of a log. Approximately the same technology was used to mark screw elements, after first covering the rope with paint or chalk.
The thread itself, of course, was cut by hand.
STAYER “PROFESSIONAL” pipe die with replaceable cutters, 28261-5/4
The production of taps (a tool for cutting threads) has been known since the fifteenth century, but screw elements were adjusted by hand and interchangeability was, of course, not known in those days.
If there is a lead screw, then cutting a thread on a cylindrical surface, that is, making another lead screw, is not a problem, but where to find this very first lead screw?
Henry Maudsley worked on the problem at the turn of the eighteenth and nineteenth centuries.
The first lead screw and nut (for his lathe) were made by hand. Using these imperfect elements, he made a more accurate lead screw. By replacing a more accurate lead screw on his lathe, he was able to produce an even more accurate lead screw (and so on several times in a row until the accuracy stopped increasing).
Precision manufacturing is the basis of interchangeability. Thank you, Henry.
For those times, this was space technology.
The standardization of threads and the concept of interchangeability remained for a long time within individual engineering companies, until in 1841 Joseph Whitworth proposed a system of fastening threads, which became the national standard for Great Britain (BSW).
There were many national thread standards, and we still see echoes of technical, national revolutions (for example, the fasteners of American cars differ from European ones).
The International Congress for the Standardization of Threads, held in Zurich in 1898, defined new standards for metric threads based on the American Sellers standard, but with metric dimensions.
At the state level, there was no standardization of threads in the Russian Empire and machine-building enterprises used foreign ones.
The Soviet standardization system leaned either towards the German or towards the American, until in 1947, the International Organization for Standardization (ISO) was created, the standards of which are generally accepted throughout the world.
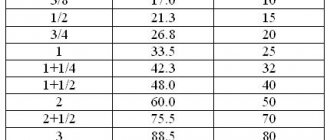
Traces of the struggle between national standards are still found today, for example, pipe sizes in Russia are measured in both the metric and inch systems, the connecting squares of tools (sockets) are designated in inches, etc.
How to remove a broken tool
When manually tapping internal pipe threads, the taps often break while remaining in the hole. The question arises of how to remove the fragment of the product and clear the opening for further actions.
If the broken piece rises above the surface, you can hook it with pliers and try to unscrew it by rotating counterclockwise. Such removal is successful in 95% of cases. When the chip remains in the hole, ordinary pliers will not help. To do this, you need to use another method. For example, take a drill and turn on left rotation. The drill is set to minimum speed, so you can try to unscrew the tap. If this was not possible, the fragment must simply be drilled out with a carbide drill or a diamond tip.
Metric thread
It is widely used with a nominal diameter from 1 to 600 millimeters, in increments of 0.25 to 6 millimeters. The metric thread profile is an equilateral triangle (with an apex angle of 60 degrees and a theoretical profile height H = 0.866..P (pitch)).
All metric thread parameters are measured in millimeters. When marking, a metric thread is designated by the letter M (metric) with the numerical value of the outer diameter of the rod (cylinder) on which this thread is cut.
A fine pitch and designation (LH) for left-hand threads may also be indicated.
Thread geometry
Depending on the purpose and operating conditions, the geometry of the threads can be:
- trapezoidal (Tr) (lead screws, weight screws, screw presses, etc.);
- thrust (sawtooth) (artillery systems, pressure screws of rolling mills, etc.);
- round with radii at the tops and bottoms (valves, water taps, etc.)
- inch, British Standard (BSW) with a vertex angle of 55 degrees, etc.
Threading
The thread direction can be left or right, external or internal.
In the mass production of fasteners, automated lines are used, with minimal human intervention.
For the production of small-scale and unique fasteners, threads are cut manually using a thread-cutting tool.
In the manufacture of external threads, dies (daggers) and dies are used; for internal threads, taps are used.
The thread cutting process is faster and easier when using classic, universal equipment, that is, a lathe.
Typically, thread-cutting tools are made of high-speed steel and hard alloys, but threads can also be cut with high-carbon tools, with appropriate lubrication and cooling.
Manufacturing methods
- cutting (cutter on a lathe);
- abrasive processing;
- rolling (plastic deformation);
- extrusion by pressing;
- casting;
- electrochemical processing, etc.
Some of the most versatile thread cutting methods include:
- cutting external threads with dies;
- cutting internal threads with taps;
- cutting internal and external threads with cutters and combs;
- cutting external and internal threads with threading heads, etc.
Die (die)
Die BISON "EXPERT" machine-manual, 4-28023-12-1.75_z01
The term “die” was previously used to refer to adjustable and stackable threading tools.
Currently, the concepts of lerka and die are considered equivalent.
Structurally, the die is a nut with manufactured cutting edges and corners.
This universal threading tool is designed to produce threads from 1 to 52 millimeters in one pass.
Depending on the size, 3-6 holes are formed in the dies to create cutting surfaces and remove chips.
The intake part of the thread is made in the form of an internal cone, and the thickness of the die itself is 8-10 turns, including 2-3 intake turns.
The material used for the manufacture of dies can be:
alloy steel (9ХС, ХВСГФ);
high-speed steel (R18, R6M5, R6M5K5, R6M5K8);
hard alloy.
Structurally, the dies may differ:
- solid;
- split (with the ability to compensate for wear of the cutting surface);
- sliding (clupp).
In die holders (collars), the dies are secured with locking screws using conical recesses and a groove.
If there is significant wear, the groove is cut and the die becomes adjustable (within limited limits).
Tap
A tap is a tool for cutting internal threads, it is a bolt made of tool metal, with formed cutting edges and chip grooves.
To produce internal threads in viscous materials, several taps (2-5) can be used, which differ in profile height (to reduce cutting force).
Taps for cutting threads in through and blind holes have design differences (taps for blind holes have a shorter lead).
Modern taps are made from high-speed steel or carbide.
In ductile metals, it is possible to form threads using the method of plastic deformation, without cutting; accordingly, such taps are called rolling taps.
A tap is the primary tool for cutting internal holes by hand.
To reduce friction and prevent jamming of the tap, its thread is made with reverse taper (relief).
Types of taps depending on the working area
The working area of the tool is divided into several types:
- straight;
- screw;
- equipped with shortened grooves.
The teeth can be arranged in a single line or in a staggered pattern. It should be emphasized that universal taps are not suitable for working with very hard or soft materials.
To cut a thread correctly, you need to use only the tool that matches the type of hole and its material.
When working with a tap, you need to accurately select its size so that you can then freely use the mounting bolts.
Klupp
Klupp (German: Kluppe), a tool for manual threading, is a mandrel in which thread-cutting dies (dies) are placed.
Since threads are cut only by elements made of expensive alloy steel, there is no need to make the entire unit from it, but only replaceable comb cutters.
To create a cutting force (quite large), the clamps are equipped with massive levers (possibly with a ratchet).
There's enough muscle power to cut 2-inch pipe threads, and a good ratchet can make the job easier.
The operation of the die, in its main part, is very similar to cutting a thread with a die (only with a very large die and the efforts there are corresponding).
External thread cutting using a clamp
Cutting threads with a die is not particularly difficult. The work is carried out in the following several stages:
- First, using a caliper, select the required diameter of the tool.
- The treated section of the pipe, as well as the inside of the clamp, is lubricated with machine oil.
- To make it easier to rotate the tool, it is inserted into an additional metal pipe.
- During initial assembly, the cylindrical product is clamped in a vice. If you need to cut threads during plumbing repairs, you can do this directly on the fixed pipe.
- The clamp must be fixed on the cylindrical product by smoothly rotating the device. After completing a few revolutions, the tool must be pulled back, turning it in the opposite direction. This is necessary to remove chips that have fallen on the surface.
- Upon completion of work, the oil is removed.
Creating a Thread
The concept of helical surfaces has long been known to mankind, dating back to ancient times. The Archimedes screw is widely known and used to move liquids, bulk products, plastics, etc.
Archimedes is far from the only genius of the ancient Greek land. There are probably some legal documents (patent), but it is believed that the first screw was invented by Archytas of Tarentum (philosopher, mathematician, mechanic), who lived in the fifth century BC.
Screw fasteners were used in ancient Rome, but were naturally very expensive and were therefore used in medical instruments, jewelry and luxury goods.
You can imagine a helical surface by winding a rope around a cylindrical object, such as part of a log. Approximately the same technology was used to mark screw elements, after first covering the rope with paint or chalk.
The thread itself, of course, was cut by hand.
The production of taps (a tool for cutting threads) has been known since the fifteenth century, but screw elements were adjusted by hand and interchangeability was, of course, not known in those days.
If there is a lead screw, then cutting a thread on a cylindrical surface, that is, making another lead screw, is not a problem, but where to find this very first lead screw?
Henry Maudsley worked on the problem at the turn of the eighteenth and nineteenth centuries.
The first lead screw and nut (for his lathe) were made by hand. Using these imperfect elements, he made a more accurate lead screw. By replacing a more accurate lead screw on his lathe, he was able to produce an even more accurate lead screw (and so on several times in a row until the accuracy stopped increasing).
Precision manufacturing is the basis of interchangeability. Thank you, Henry.
For those times, this was space technology.
The standardization of threads and the concept of interchangeability remained for a long time within individual engineering companies, until in 1841 Joseph Whitworth proposed a system of fastening threads, which became the national standard for Great Britain (BSW).
There were many national thread standards, and we still see echoes of technical, national revolutions (for example, the fasteners of American cars differ from European ones).
The International Congress for the Standardization of Threads, held in Zurich in 1898, defined new standards for metric threads based on the American Sellers standard, but with metric dimensions.
At the state level, there was no standardization of threads in the Russian Empire and machine-building enterprises used foreign ones.
The Soviet standardization system leaned either towards the German or towards the American, until in 1947, the International Organization for Standardization (ISO) was created, the standards of which are generally accepted throughout the world.
Traces of the struggle between national standards are still found today, for example, pipe sizes in Russia are measured in both the metric and inch systems, the connecting squares of tools (sockets) are designated in inches, etc.
Classification of tools by hole type
- Through. Such nozzles are characterized by an extended approach. Their working area is equipped with a sharp tip, which smoothly changes until the required diameter is obtained. Using such a tool does not cause any difficulties: threads can be cut using any electric drive. At the final stage, the device passes through the hole and appears on the other side of the part.
- Deaf. The working area at the end is cut off similarly to the cutter design, which allows thread cutting to the full depth of the hole. The operation must be carried out with caution, since after touching the bottom the tap may become stuck, resulting in its breakage. It is best to cut these holes manually.
Metric thread
It is widely used with a nominal diameter from 1 to 600 millimeters, in increments of 0.25 to 6 millimeters. The metric thread profile is an equilateral triangle (with an apex angle of 60 degrees and a theoretical profile height H = 0.866..P (pitch)).
All metric thread parameters are measured in millimeters. When marking, a metric thread is designated by the letter M (metric) with the numerical value of the outer diameter of the rod (cylinder) on which this thread is cut.
A fine pitch and designation (LH) for left-hand threads may also be indicated.
Thread geometry
Depending on the purpose and operating conditions, the geometry of the threads can be:
- trapezoidal (Tr) (lead screws, weight screws, screw presses, etc.);
- thrust (sawtooth) (artillery systems, pressure screws of rolling mills, etc.);
- round with radii at the tops and bottoms (valves, water taps, etc.)
- inch, British Standard (BSW) with a vertex angle of 55 degrees, etc.
Threading
The thread direction can be left or right, external or internal.
In the mass production of fasteners, automated lines are used, with minimal human intervention.
For the production of small-scale and unique fasteners, threads are cut manually using a thread-cutting tool.
In the manufacture of external threads, dies (daggers) and dies are used; for internal threads, taps are used.
The thread cutting process is faster and easier when using classic, universal equipment, that is, a lathe.
Typically, thread-cutting tools are made of high-speed steel and hard alloys, but threads can also be cut with high-carbon tools, with appropriate lubrication and cooling.
Manufacturing methods
- cutting (cutter on a lathe);
- abrasive processing;
- rolling (plastic deformation);
- extrusion by pressing;
- casting;
- electrochemical processing, etc.
BISON tap "Expert" machine-hand, 4-28005-18-2.5
Some of the most versatile thread cutting methods include:
- cutting external threads with dies;
- cutting internal threads with taps;
- cutting internal and external threads with cutters and combs;
- cutting external and internal threads with threading heads, etc.
Die (die)
The term “die” was previously used to refer to adjustable and stackable threading tools.
Currently, the concepts of lerka and die are considered equivalent.
Structurally, the die is a nut with manufactured cutting edges and corners.
This universal threading tool is designed to produce threads from 1 to 52 millimeters in one pass.
Depending on the size, 3-6 holes are formed in the dies to create cutting surfaces and remove chips.
The intake part of the thread is made in the form of an internal cone, and the thickness of the die itself is 8-10 turns, including 2-3 intake turns.
The material used for the manufacture of dies can be:
alloy steel (9ХС, ХВСГФ);
high-speed steel (R18, R6M5, R6M5K5, R6M5K8);
hard alloy.
Structurally, the dies may differ:
- solid;
- split (with the ability to compensate for wear of the cutting surface);
- sliding (clupp).
In die holders (collars), the dies are secured with locking screws using conical recesses and a groove.
If there is significant wear, the groove is cut and the die becomes adjustable (within limited limits).
Tap
A tap is a tool for cutting internal threads, it is a bolt made of tool metal, with formed cutting edges and chip grooves.
To produce internal threads in viscous materials, several taps (2-5) can be used, which differ in profile height (to reduce cutting force).
Taps for cutting threads in through and blind holes have design differences (taps for blind holes have a shorter lead).
Modern taps are made from high-speed steel or carbide.
In ductile metals, it is possible to form threads using the method of plastic deformation, without cutting; accordingly, such taps are called rolling taps.
A tap is the primary tool for cutting internal holes by hand.
To reduce friction and prevent jamming of the tap, its thread is made with reverse taper (relief).
Types of taps
A device for cutting threads on pipes is called a tap. There are several types of such tools:
- Universal. The operation is performed in one pass. The working part of the device contains teeth, which are necessary for marking and performing final cutting. This tool is suitable for soft metal. When it is necessary to process a material with high strength characteristics, considerable effort is required.
- Complete. This type of device involves the use of various nozzles of the same thread. When working with solid materials, different quantities are used. To obtain the desired result, several steps are performed. First, a marking tap is used. At the second stage, deep cutting is carried out, then the final operation is carried out, which completely forms the edges. It takes much longer to create carvings this way. However, the result is higher quality. Tool breakage during operation is completely eliminated.
Klupp
Klupp (German: Kluppe), a tool for manual threading, is a mandrel in which thread-cutting dies (dies) are placed.
Since threads are cut only by elements made of expensive alloy steel, there is no need to make the entire unit from it, but only replaceable comb cutters.
To create a cutting force (quite large), the clamps are equipped with massive levers (possibly with a ratchet).
There's enough muscle power to cut 2-inch pipe threads, and a good ratchet can make the job easier.
The operation of the die, in its main part, is very similar to cutting a thread with a die (only with a very large die and the efforts there are corresponding).